

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Топ:
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Измеряемую деталь следует устанавливать на одной широкой или двух узких (ножевых) призмах (предпочтительно с внутренним углом 108°) и поворачивать вокруг своей оси. Измерение круглости следует производить при помощи индикатора (см. 6.624 и рисунок 115). Для получения отклонений от цилиндричности измерения следует проводить в нескольких сечениях. Первоначальную настройку индикатора на нуль в процессе измерения изменять нельзя.
Постоянство диаметра образца-изделия
Определение
Диаметр образца-изделия считается постоянным, если его значения, измеренные через определенные интервалы по длине детали, находятся в допустимых пределах между максимальным и минимальным значениями (см. рисунок 122).
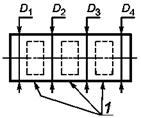
1 - произвольные интервалы
Рисунок 122
Методы измерения
Метод с использованием микрометра или аналогичного измерительного инструмента с двумя губками (наконечниками)
Измерение диаметра детали следует производить в нескольких поперечных сечениях через равные интервалы по длине в одном осевом сечении. Измерения допускается производить не снимая образец-изделие со станка (см. рисунок 123).

Микрометр
Рисунок 123
Метод с использованием штангенрейсмаса
Образец-изделие следует устанавливать горизонтально в измерительных центрах или в V-образной измерительной призме. Поворачивая деталь вокруг своей оси, следует замерять наивысшую и наинизшую точку диаметра образца-изделия через равные интервалы по длине при помощи штангенрейсмаса (см. рисунок 124).

1 - штангенрейсмас
Рисунок 124
Приложение А
(справочное)
Средства измерения для проверки геометрической точности станков
А.1 Общие положения
|
|
Средства измерения, описанные в этом приложении, используются для проверки геометрической точности станков. Там, где возможно, приведены ссылки на соответствующие международные стандарты.
В разделах с А.2 по А.5 описаны высокоточные (прецизионные) средства измерения. Их точность соответствует точности средств измерения, используемых для инспекционных целей.
Погрешности измерений для этих средств измерения должны быть не более 10 % от величины допуска на измеряемый параметр, особенно при проведении арбитражных проверок.
Средства измерения должны проходить периодическую проверку на соответствие метрологическим требованиям и калибровку в соответствии с действующими нормами и правилами. В необходимых случаях к средствам измерения должен быть приложен документ, удостоверяющий их фактическое состояние.
Температура средств измерения и объектов измерения до начала измерения должна быть стабилизирована на уровне температуры окружающей среды и сохраняться стабильной на весь период проведения измерений. В противном случае в результаты измерений, по возможности, следует вносить соответствующие поправки.
При использовании средств измерения следует исключать все помехи, мешающие проведению измерений, таких как вибрация, магнитные поля, электрические помехи и т.п.
А.2 Поверочные линейки
А.2.1 Описание
Поверочные линейки с указанной ниже точностью реализуют эталонную прямую, относительно которой проводят измерение отклонений от прямолинейности или от плоскостности проверяемых поверхностей.
Существует два основных типа поверочных линеек:
- в виде балки (см. рисунок А.1, а)) с одной рабочей поверхностью;
- с двумя параллельными поверхностями.
Линейки последнего типа могут быть:
- двутаврового сечения со сплошной или облегченной стенкой (см. рисунок А.1, b));
- прямоугольного сечения (см. рисунок А.1, с)).
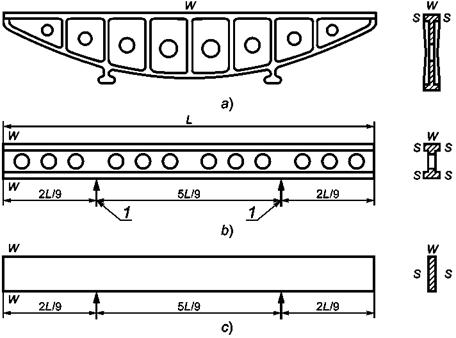
W - рабочая поверхность; S - боковая поверхность; 1 - наиболее благоприятные точки опоры
|
|
Рисунок А.1 - Положения наилучшей установки поверочных линеек
Поверочные линейки должны быть термически обработаны и стабилизированы.
А.2.2 Точность
Поверочные линейки, применяемые для проверки станков, должны отвечать следующим требованиям.
А.2.21 Допустимый прогиб
Естественный прогиб, если линейка опирается на две крайние точки опоры, не должен превышать 0,01 мм на 1000 мм.
Точная величина естественного прогиба, т.е. максимальный прогиб линейки, должна быть указана на одной из ее поверхностей.
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!