На вагонах получают применение гидравлические гасители с клапанными блоками. Каждый гаситель колебаний комплектуется двумя одинаковыми клапанными блоками: в поршне и в нижней части рабочего цилиндра. В данной конструкции гасителя рабочая площадь в поршневой полости примерно в 2 раза больше, чем в штоковой полости. Клапанный блок представляет собой сочетание в одной конструкции двух клапанов обратного и предохранительного.
Обратный клапан образован шайбой, поджимаемой к уплотнительным пояскам корпуса пружиной. Предохранительный клапан образован конусом, поджимаемым к седлу в центральном отверстии корпуса пружиной. Усилие пружины регулируется винтом, который для исключения против самоотвинчивания контрится после настройки завальцовкой в паз (кернением).
Гаситель колебаний работает следующим образом. При колебаниях кузова шток гасителя совершает возвратно-поступательное движение относительно цилиндра. При ходе сжатия уменьшается объем поршневой полости и масло вытесняется из нее одновременно по двум направлениям. Поскольку площадь поршневой полости примерно в два раза превышает площадь штоковой полости, примерно половина масла поступает в штоковую полость через обратный клапан в поршне, т. е. по сверлениям и через щель, образованную между поясками корпуса и шайбой, которая поднимается вверх усилием от давления масла. Другая половина вытесняемого масла поступает в рекуперативную полость через дроссельное отверстие и сверление.
Таким образом, давление в поршневой полости зависит от расхода масла через дроссель, т. е. от скорости движения штока. По мере увеличения скорости движения штока при сжатии возрастает давление в поршневой камере и соответственно возрастает усилие сопротивления, развиваемое гасителем.
Если скорость штока при сжатии превышает (0,04-0,05) м/с, давление в полости повышается настолько, что усилие, отжимающее конический клапан, превышает усилие пружины и открывается предохранительный клапан в днище цилиндра. При этом масло из поршневой полости начинает вытесняться через дроссель и через кольцевую щель между седлом в корпусе и конусом, и далее через центральное отверстие в винте и через наклонное отверстие в корпусе в рекуперативную полость. При максимальной рабочей скорости (около 0,08 м/с) усилие, развиваемое гасителем, ограничивается значением примерно 5000Н (500 кгс) при настройке предохранительного клапана на 2,5 МПа.
При ходе растяжения объем поршневой полости увеличивается, а полости уменьшается. Масло вытесняется из штоковой полости через дроссель клапанного блока в поршне, но так как площадь поршневой полости в 2 раза больше, чем штоковой, объем масла, вытесняемого из полости, составляет половину объема, необходимого для заполнения объема полости. В результате давление в полости падает ниже атмосферного.
Под действием перепада давлений открывается обратный клапан в днище цилиндра, и масло начинает поступать из рекуперативной полости в поршневую полость по сверлениям и через щель между шайбой и пояском корпуса. Давление в штоковой полости зависит от расхода масла через дроссель, т. е. от скорости движения штока. С увеличением скорости движения штока увеличивается давление в штоковой полости и соответственно увеличивается усилие сопротивления, развиваемое гасителем. Когда давление масла на конический клапан превысит усилие пружины, откроется предохранительный клапан клапанного блока в поршне, и масло будет поступать в полость параллельно с дросселем через кольцевую щель между седлом в корпусе и конусом и далее через центральное отверстие в винте и через наклонное сверление в корпусе.
Так же, как и в случае сжатия гасителя, усилие, развиваемое им при растяжении, будет ограничиваться настройкой предохранительного клапана.
Неисправности гасителя
· Течь масла между кожухом и дополнительным цилиндром.
· Разрушение клапанов.
· Износ поршневого чугунного кольца (заклинивание поршня).
· Срыв резьбы соединения верхней головки со штоком поршня.
· Разрушение резинометаллических втулок на обеих головках.
· Механическое повреждение корпуса.
Колесные пары
Для преобразования вращательного движения с вала якоря тягового двигателя в поступательное движение вагона.
Колесная пара служит для передвижения вагона и направления его по рельсовому пути. В процессе эксплуатации колесная пара воспринимает сложные знакопеременные нагрузки. На значение и характер этих нагрузок влияют масса вагона и его загрузка, скорость и направление движения, наличие неровностей рельсового пути.
На вагонах 81-717, 81-714 – колесные пары цельнокатаные с диаметром по кругу катания 780 мм.
Цельнокатаная колесная пара вагонов 81-717, 81-714 имеет безбандажные колесные центры, которые изготавливают методом прокатки. Первый колесо выполнено без удлиненной ступицы, а детали редукторного узла смонтированы на втулке. Такая конструкция колесной пары имеет ряд преимуществ перед подрезиненной: меньшая трудоемкость при изготовлении и ремонте, более высокая надежность в эксплуатации.
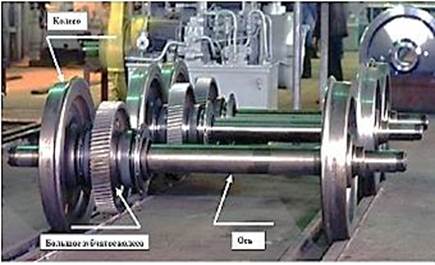 Рисунок 33. Колесная пара
Рисунок 33. Колесная пара
Колесная пара в сборе состоит: ось, 2 буксовых узла на шейках оси, тяговый редуктор, 2 колеса (цельнокатаные).
Ось колесной пары
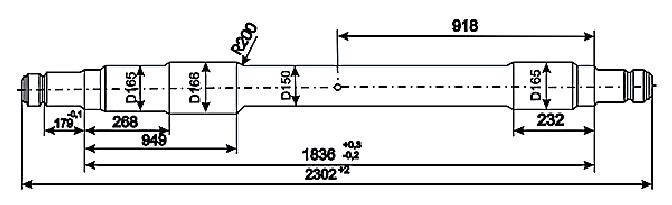
Рисунок 34. Ось
Ось (рис.34) представляет собой брус круглого сечения длиной 2302+2 мм, брус из углеродистой стали отковывают (ковка должна быть пятикратной), после чего ось нормализуют для выравнивания структуры металла (нагрев до 870-890 градусов с последующим охлаждением без сквозняков) далее ее проверяют на ультразвуковом дефектоскопе, после чего обрабатывают на токарном станке.
Обработанную ось накатывают роликами с усилием 1700-2200 кг, которое контролируют манометрами.
После накатки твердость металла увеличивается на 25-30 %. Накатке подвергаются все части оси кроме предподступичной.
Резьбовая часть М105 канавки сбега резьбы диаметр99 мм.
Шейка оси диаметр110 мм. Воспринимает вертикальную нагрузку от веса вагона.
Предподступичная часть диаметр145 мм.
Подступичная часть диаметрпод колесный центр 155 мм, под колесо165 мм, под втулку166 мм.
На подступичную часть оси кроме изгиба и кручения действует напряжение сжатия от напрессованных на нее колес.
Межступичная (средняя) часть цельнокатаной к/п150 мм.
Для предотвращения концентрации напряжения на определенной части оси все сопряжения разных диаметров выполнены плавными (галтелями). На средней части имеется керн глубиной 2 мм. с углом 60 градусов, который является серединой оси, относительно которого по специальным шаблонам производиться формирование элементов оси.
Обработанная ось клеймится (рис. 35), клейма располагаются на торце первой шейки оси и необходимы для периодической проверки и контроля за работой оси колесной пары в процессе эксплуатации.
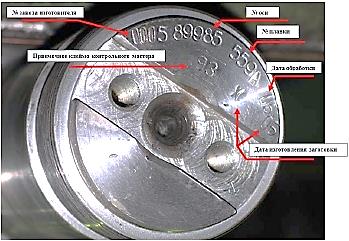
Рисунок 35. Клейма изготовления оси
Оси несоответствующие требованиям инструкций или имеющие неисправности в эксплуатацию не допускаются.
Профиль катания колеса
Движение колесной пары по рельсовому пути происходит в сложных условиях, поэтому необходим правильный выбор профиля поверхности колеса, для лучшего вписывания в кривые и центрирования п/с на прямых участках пути и улучшения характеристик при движении. Необходимый профиль колеса (рис. 36) получают механической обработкой при его изготовлении или при обточке к/п в зависимости от принятой технологии ее формирования.
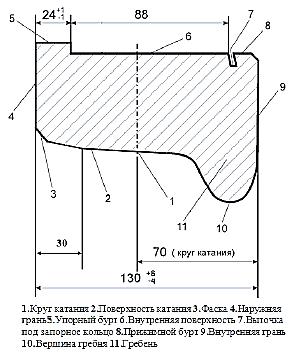 Рисунок 36. Профиль катания колеса
Рисунок 36. Профиль катания колеса
Поверхность катания колеса имеет конусную форму, которая соприкасается с рельсом. Рабочий диаметр (плоскость круга катания) расположен на расстоянии 70 мм. От внутренней грани колеса. Поверхность катания колес в средней (рабочей) части имеет конусную форму с уклоном 1:20 и затем на протяжении 30 мм до наружной грани конусность 1:7 (для лучшего прохождения стрелочных переводов). Гребень возвышается над точкой круга катания на 28 мм, толщина нового гребня 33 мм измеряется на расстоянии 18 мм от вершины абсолютным шаблоном.
Профиль обточенного бандажа или обода цельнокатаного колеса проверяется максимальным профильным шаблоном.
Требования, предъявляемые к колесным парам
1. Равномерный прокат колеса по кругу катания для всех к/п не более 5 мм, для к.п. со срывным клапаном не более 3 мм. Прокат по поверхности катания колеса образуется вследствие его трения о рельсы. Практически принято считать, что 1мм проката обода цельнокатаного колеса возникает в среднем после пробега колёсной парой 30000 км. При значительном прокате вершина гребня колеса, опускаясь, приближается к подошве рельса и тем самым может разрушить муфту болтового крепления рамного рельса и контррельса на стрелочных переводах, болты крепления стрелочных накладок, а также другие детали пути, что создаёт угрозу для безопасности движения поездов. Прокат измеряется абсолютным шаблоном.
2. Неравномерный прокат по кругу катания для всех к/п не более 0,7 мм, для к.п. со срывным клапаном не более 0,5 мм.
3. Вертикальный подрез гребня (контролируется шаблоном) и остроконечный накат. Вертикальный подрез гребня является следствием нарушения нормальных условий работы колёсных пар. Подрез гребня особенно часто образуется: у четырёхосных вагонов, имеющих большую разность баз боковых рам тележек; при большой разности диаметров колёс, насаженных на одну ось; если имеется перекос рамы тележки; от несимметричной насадки колёс на оси. При наличии остроконечного наката в верхней части гребня, независимо от высоты подреза и толщины гребня, колёсная пара в эксплуатацию не допускается. Опасным для движения является также вертикальный подрез и остроконечный накат гребня, так как при этом может произойти накатывание колеса на остряк или взрез стрелки, что приведет к сходу вагона с рельсов.
4. Толщина гребня колеса – менее 25 мм и более 33 мм – при измерении его на расстоянии 18 мм от вершины гребня. Износ гребня образуется от соприкосновения с рельсом вследствие извилистого движения колёсной пары на прямых участках пути и при прохождении вагона по кривым. Измерение толщины и подреза гребня необходимо для обеспечения безопасности движения. Превышение толщины гребня сверх установленных размеров может вызвать ослабление крепления частей стрелочного перевода на шпалах, преждевременный их износ, износ гребня, а в ряде случаев и сход вагонов с рельсов. Кроме того, в тонком гребне могут возникнуть трещины и отколы.
5. Ползун (выбоина, лыска) на поверхности катания в эксплуатации не более 0,3 мм. До 1 мм. скорость не ограниченна. От 1 мм – 2,5 мм. скорость не более 35 км/ч. От 2,5 мм – 4 мм. скорость не более 15 км/ч. От 4 мм. движение допускается на ложных тележках со скоростью не более 10 км/ч по стрелочным переводам не более 5 км/ч. Ползуны (выбоины) образуются на поверхности катания колёс при их скольжении по рельсам в случае заклинивания колёсных пар. Ползуны во время движения вагона
вызывают удары, разрушительно действующие на рельсовый путь, колёсные пары и ходовые части. Поэтому колёсные пары с роликовыми подшипниками, имеющие ползуны более 0,3 мм, для работы под вагонами не допускаются.
6. Трещина или расслоение в любом элементе, плена, откол или раковина в бандаже или ободе. Раковины в колёсах являются следствием неметаллических включений (шлак, песок) внутрь металла, которые обнаруживаются на поверхности катания колеса после её истирания или обточки.
7. Ослабление посадки бандажа или его запорного кольца, сдвиг колесных центров, колес, зубчатых колес. Ослабление и сдвиг колеса на оси могут произойти от неправильного натяга, допущенного при напрессовке колеса на ось, грубой и неправильной расточки ступицы колеса и обточки подступичной части оси. Признаками ослабления насадки ступицы является выступление ржавчины или масла у ступицы с внутренней стороны колеса, трещина краски по всему периметру в соединении со ступицей.
8. Ширина бандажа или обода более 136 мм и менее 126 мм. Уширение (раздавливание) бандажа или обода у наружной грани не более 3 мм. При мягком металле обода колеса у наружного края поверхности катания может образоваться значительный наплыв металла.
9. Расстояние между внутренними гранями колес более 1443 мм или менее 1437 мм. У к/п под тарой не менее 1435 мм.
10. Отдельные выкрашивания на поверхности по площади более 200 кв.мм, глубиной более 1 мм. на расстоянии не менее 100 мм друг от друга.
11. Разница диаметров колес по кругу катания:
- одной к/п не более 2 мм.
- одной тележки вагона не более 10 мм.
- тележек одного вагона не более 20 мм.
12. Диаметр колес по кругу катания не менее 725 мм (у новых к.п. 780-785). Измерение диаметров колес, насажанных на одну ось, необходимо для обеспечения правильного расположения колесной пары в колее, поскольку при различных диаметрах колес увеличивается их проскальзывание, и появляются перекосы колесной пары во время движения. В результате этого происходит неравномерный прокат поверхности катания колес, подрез гребня, износ других деталей ходовых частей и дополнительное скручивание оси.
13. Следы контакта с электродом, вкрапление меди в основу металла, электроподжог, трещина в любой части оси.
14. Пробег выше установленных норм.
15. Нагрев подшипников редуктора и букс по отношению к окружающей среде не более 35 градусов.
Тяговый редуктор
Тяговый редуктор предназначен, для передачи крутящего момента с вала якоря тягового двигателя на ось колесной пары через карданную муфту с учетом передаточного числа.
Одноступенчатая, цилиндрическая, косозубая с эвольвентным профилем зуба.
Применение косозубых передач имеет следующие преимущества: в зацеплении одновременно участвуют не менее двух зубьев, тем самым уменьшается нагрузка на них, передача работает без ударов, понижен уровень шума. Профили рабочей поверхности зубьев у всех передач очерчены по эвольвенте – кривой, являющейся
разверткой базовой окружности эволюты. Эвольвентное зацепление не чувствительно к смещению зубчатых элементов и увеличению расстояния между ними, что возможно при опорно-рамном подвешивании тяговых
двигателей. Кроме того, преимуществом является простота получения профиля зубьев при нарезании их червячной фрезой.
Число зубьев зубчатого колеса выбирают четным, а шестерни – нечетным; при этом все зубья обкатываются друг об друга и лучше притираются. Элементы зубчатой передачи воспринимают рабочие сложные знакопеременные нагрузки и поэтому должны обладать высокой прочностью и надежностью.
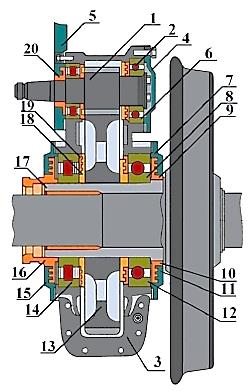
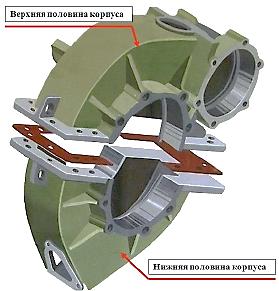
Рисунок 37. Редукторный узел Рисунок 38. Корпус редуктора
Корпус редуктора (3), Большое зубчатое колесо (13), Малая шестерня (1)Подшипники малой шестерни (2, 6), Осевые подшипники (8, 12, 14), Крышки редуктора (7, 15), Крышки малой шестерни (4,5), Лабиринтные кольца раздельной смазки (18, 19), Лабиринтные запорные кольца (10, 9, 16, 20).
Для изготовления зубчатой пары применяют высоколегированные стали. Технологический процесс изготовления достаточно сложный.
Угол наклона зуба 8 º
Косозубое зацепление обеспечивает работу с меньшим шумом. В зацеплении всегда находятся одновременно не менее 2 зубьев, нагрузка на каждый зуб уменьшается. Недостатком косозубой передачи является осевое
смещение, и торцевое давление на стенки корпуса редуктора, поэтому угол наклона зуба выбран небольшим. Изготовление зубчатых колес производят методом обкатки и нарезания зубьев многозаходными фрезами.
Зубчатые колеса выполняют из высоколегированной стали марки 38НХ3МФА методом горячей штамповки.
Малая шестерня изготавливают из хромоникелевой стали 20Х3А. Технологический процесс изготовления достаточно сложен (нормализация, зубонарезание, цементация, закалка, низкий отпуск, зубошлифование).
При этом твердость рабочих поверхностей зубьев шестерни составляет 55-60 HRC, тогда как у зубчатого колеса она в пределах 250-285 НВ. Применение высокого перепада твердостей (1,9-2,4) позволяет значительно повысить допускаемые нагрузки и увеличить коэффициент полезного действия передачи.
Для повышения работоспособности зубчатой передачи применяют поверхностное пластическое деформирование зубьев (ППД), которое заключается в накате поверхностей специальным инструментом.
Воздействуя на внутреннюю структуру металла, этот технологический процесс способствует повышению прочности, вязкости, износостойкости. Применение ППД позволит в последующем, повышая прочностные характеристики зубчатого колеса и шестерни, использовать для их изготовления менее дорогостоящие стали.






