Перемещения инструмента при обработке на токарных станках возможны в трех плоскостях. Выбор плоскости интерполяции программируется при помощи команд G18. G17 и G19.
G 18 - это обычная операция точения в плоскости Z/X.
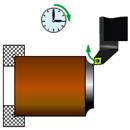
G 17 - обработка торца
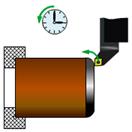
G 19 - обработка периферии цилиндрической поверхности.
На Рис. 10 показаны варианты использования плоскостей интерполяции для различных видов обработки на токарном станке.
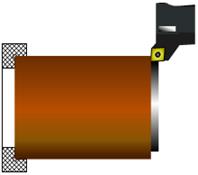
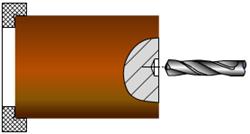

G18 G17 G19
Рис. 10. Выбор плоскостей интерполяции на токарном станке.
Задание плоскости в программе не требуется, если она является предустановленной в соответствии с типом станка.
Смещение нулевой точки
Для того чтобы можно было однозначно определить положение нулевой точки детали W. существуют такие понятия, как "нулевая точка станка" М. положение которой неизменно, и "смещение нулевой точки", задающее положение W относительно М.
Смещение нулевой точки определяется при наладке станка путем измерения
заготовки и заносится в память системы ЧПУ. В памяти ЧПУ может храниться несколько значений смещений нулевой точки. При программировании смещение нулевой точки вызывается командами G54 (Рис. 11). G55 и другими и отключается, например, при помощи команды G53.
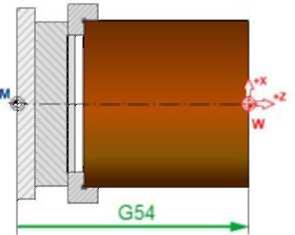
Рис. 11. Смещение нулевой точки.
Система координат
Положение инструмента может быть задано в системе координат детали (абсолютные координаты), либо относительно координат предыдущей позиции инструмента (относительные координаты).
Согласно стандартам DIN/ISO задание перемещений в абсолютных координатах активируется командой G90. а в относительной системе координат - командой G91 (см. пункты 1.3, 1.4 в разделе "Геометрия"). По умолчанию активно G90.
Запомните: G90 переместиться в координату X/Z
G91 переместиться на расстояние X/Z (Рис. 12)
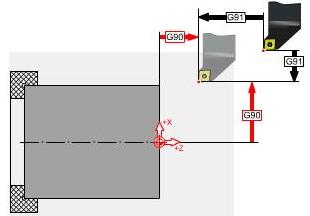
Рис. 12 Использование команд G90 и G91.
Единицы измерения
Наряду с G-функциями. рассмотренными на предыдущих страницах, существуют и другие команды, которые однократно задаются в начале программы и остаются активными до ее окончания. К примеру, так обстоит дело с единицами измерения для подачи на оборот или минутной подачи (Рис. 13). По умолчанию активно G95.
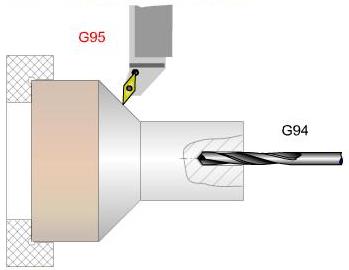
G95 F - подача в мм/об.
G94 F – подача в мм/мин.
Рис. 13. Использование G-функций для смены единиц измерения подачи.
1.
2.
3.
4.
4.2.
4.3. Адреса F, S, Т, D, М
Адреса F, S, Т, D и М служат для задания значений подачи, направления и частоты вращения шпинделя, смены инструмента. На Рис. 17 показаны кадры программы для вызова и смены инструмента, на котором разными цветами выделены соответствующие обозначения:
F Подача (Feed)
Символом F программируется либо подача (мм/об), либо скорость подачи (мм/мин), в зависимости оттого, какой из режимов G95 и G94 активен. В данном случае F0.3 означает, что инструмент будет перемещаться на 0.3 мм за один оборот детали.
S Скорость резания (G96)
При помощи адреса S программируется скорость резания (при активном G96). В кадре N180 S240 означает, что чистовая обработка будет осуществляться со скоростью 240 м/мин., а в кадре N245 – при частоте 2500 об./мин.
T Номер инструмента (tool)
Числовое значение после адреса Т определяет номер инструмента. Номер инструмента идентичен номеру резцедержателя на револьверной головке. Номер используется также для задания коррекции инструмента.
D Номер коррекции
Если инструмент имеет несколько режущих кромок, для каждой из которых рассчитана коррекция, то обращение к данным коррекции осуществляется при помощи D-номера.
Если D-номер не запрограммирован, то автоматически назначается D=1.
М М-функции (Miscellaneous)
При помощи М-функций реализуются различные функции станка, заложенные производителем. М-функции стандартизованы лишь частично, наиболее значимыми из них являются:
МЗ Вращение шпинделя по часовой стрелке
М4 Вращение шпинделя против часовой стрелки
М5 Останов шпинделя
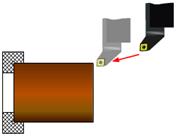
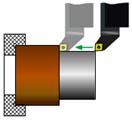
М6 Смена инструмента
М8 Включение подачи СОЖ
М9 Выключение подачи СОЖ
В качестве примера рассмотрим кадры программы для вызова и смены инструмента.
N180 G96 F0.3 S240 ТЗ D1 М4 Токарная обработка
N245 G97 F0.1 S2500 Т6 D1 МЗ Сверление
Согласно международному соглашению, адреса F, S, Т и М записываются в кадре программы именно в такой последовательности, причем в одном кадре может находиться несколько М-функций. Часто выбор инструмента и технологические режимы обработки записываются в разных кадрах программы.
N10 G96 S250 T1 М4 Выбор инструмента и задание скорости резания
N20 GO Х44 Z2 Перемещение с ускоренным ходом в заданную позицию
N30 G1 Z-40 F0.25 М8 Продольное точение с подачей СОЖ
N40 G1 Х52 Z-46 Обработка конуса.
Выполнение каждого кадра показано соответствующим цветом на Рис. 14:
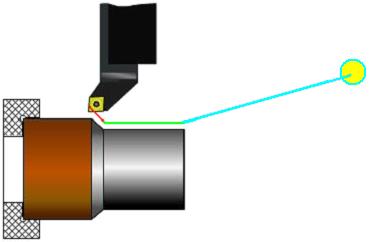
Рис. 14. Выполнение программы станком.
4.4. Команды перемещения G0, G1, G2, G3.
Команды G0 - G3 применяются для задания перемещений инструмента:
G0 движение ускоренного хода
G1 линейная интерполяция
G2 круговая интерполяция по часовой стрелке
G3 круговая интерполяция против часовой стрелки.
На Рис. 15 показаны схемы перемещения инструмента для каждой команды.
G0 G1 G2 G3
Рис. 15. Схемы перемещения инструмента по командам G0 - G3





