

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Время на выполнение работы 4 часа
Цель работы: Приобрести практические навыки сварки ручной дуговой сварки в горизонтальном положении стыкового шва.
Ход выполнения работы:
28. Ознакомление с теоретическими сведениями
29. Изучить технологию сварки и наплавки в горизонтальном положении стыковых швов.
30. Изучить технологию сварки и наплавки горизонтальных швов.
31. Рассчитать и выбрать параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода и др.) в зависимости от свариваемого материала и положения в пространстве.
32. Заполнить таблицу и дать подробное описание расчета режима (варианты – по порядковому номеру в журнале)
33. Отработать навыки техники сварки в горизонтальном положении стыковых швов
Теоретические сведения
Сварка в потолочном положении стыкового шва
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 4). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями. Металл толщиной более 8 мм сваривают многопроходными швами.
Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие - диаметром 5 мм.
Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие - диаметром не более 4 мм.
В 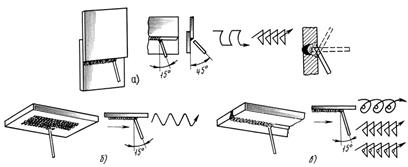 алики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
алики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
|
|
Рис. 4. Положение и движения электрода при сварке в горизонтальном и потолочном положениях: а - горизонтальный угловой шов, б - наплавка в потолочном положении, в - потолочный стыковой
Вариант №1
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
2. Отработать навыки техники сварки в готизонтальном положении стыковых швов





ГОСТ.5264-80С2


 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №2
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
2. Отработать навыки техники сварки в горизонтальном положении стыковых швов

 ГОСТ.5264-80 С21
ГОСТ.5264-80 С21

 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №3
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
2. Отработать навыки техники сварки в горизонтальном положении стыковых швов
ГОСТ.5264-80С2
 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №4
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
2. Отработать навыки техники сварки в горизонтальном положении стыковых швов




ГОСТ.5264-80-Т1-2ω



 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
|
|
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Практическое занятие № 12
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!