Соединения деталей, применяемые в машино- и приборостроении, принято делить на подвижные, обеспечивающие перемещение одной детали относительно другой, и неподвижные,в которых две или несколько деталей жестко скреплены друг с другом (рис. 1.5.71).
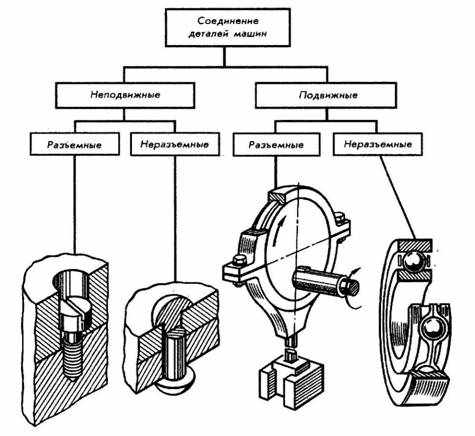
Рис. 1.5.71 Виды соединения деталей.
Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками. При конструировании машин конструктор должен учитывать следующие требования, обуславливающие возможность построения высокопроизводительных технологических процессов общей и узловой сборки.
Прежде всего конструкция машин должна допускать возможность её сборки из предварительно собранных составных частей. Принцип узловой сборки позволяет осуществить параллельную сборку этих составных частей и изделия, значительно сокращать длительность цикла сборки машины. Конструктор должен предусмотреть возможность расчленения машины на рациональные составные части. Технологическое преимущество можно получить в том случае, когда механизмы изделия, выполняющие определенные функции, являются частями, сборку которых можно производить обособленно и независимо от других составных частей изделия. Эти составные части при передачей их на общую сборку проходят соответствующий контроль и испытания. Этим устраняется появление дефектов на общей сборке, повышается качество изделий.
В тех случаях, когда по условиям сборки, условием правильного функционирования собираемого соединения или условием приработки сопрягаемых деталей важно обеспечить определенное и единственное возможное относительное положение собираемых элементов в изделии, необходимо предусмотреть соответствующие установочные метки, контрольные штифты или смещенное (несимметричное) размещение крепежных деталей. Осуществление этих несложных конструктивных мероприятий позволяет исключать субъективные ошибки при сборке изделий и их ремонте.
Для достижения требуемой точности взаимного положения элементов собираемого изделия следует совмещать сборочные базы с измерительными, от которых задаются выдерживаемые при сборке размеры. Совмещение сборочно, технологической и измерительной баз обеспечивает более высокую точность сборки.
При сборке соединений с гарантированным зазором и натягом целесообразно иметь заходные фаски на наружной и внутренней поверхности, а также направляющие элементы (пояски) для устранения перекоса. Для облегчения сборки по двум поверхностям следует соединить их параллельно и последовательно.
Сборку резьбовых соединений следует облегчить с помощью заходных фасок или направляющих элементов на резьбовых поверхностях (заточек или канавок). Крепежные детали для повышения производительности сборки следует завертывать и затягивать торцевыми ключами. Для этой цели должно быть предусмотрено достаточно большое расстояние от оси резьбового элемента до стяжки корпусной детали. Расстояния между резьбовыми элементами должно быть достаточно большим для использования многошпиндельных завертывающих устройств. Гайки, расположенные на внутренних поверхностях деталей, следует шплинтовать; гайки, расположенные на наружных поверхностях деталей, можно ставить с пружинными шайбами, что облегчит сборку. Стопорение резьбовых деталей обеспечивается при наличии конической опорной поверхности у гаек и головок винтов. В этом случае отпадает необходимость шплинтовки и использования пружинных шайб. На прочность и герметичность соединения влияют качество материала детали и точность обработки сопрягаемых поверхностей.






