Разработка конструкции захватного устройства
Захватные устройства (ЗУ) промышленных роботов (ПР) и манипуляторов (М) служат для захватывания и удержания в определенном положении объектов манипулирования. Эти объекты могут иметь различные размеры, форму, массу и обладать разнообразными физическими свойствами, поэтому ЗУ относятся к числу сменных элементов ПР. Как правило, ПР и M комплектуют набором типовых (для данной модели) ЗУ, которые можно менять в зависимости от требований конкретного рабочего задания. Иногда на типовой захват устанавливают сменные рабочие элементы (губки, присоски и т. п.). К ЗУ предъявляются требования общего характера и специальные, связанные с конкретными условиями работы. К числу обязательных требований относятся надежность захватывания и удержания объекта, стабильность базирования, недопустимость повреждений или разрушения объектов. Прочность ЗУ должна быть высокой при малых габаритных размерах и массе. Особое внимание должно быть обращено на надежность крепления ЗУ к руке ПР. При обслуживании одним ПР нескольких единиц оборудования применение широкодиапазонных ЗУ или их автоматическая смена может оказаться единственно возможным решением, если одновременно обрабатываются детали различных конфигурации и массы. Поэтому к ЗУ для ПР, работающих в условиях серийного производства, предъявляются дополнительные требования: широкодиапазонность (возможность захватывания и базирования деталей в широком диапазоне массы, размеров и формы), обеспечение захватывания близко расположенных деталей, легкость и быстрота замены (вплоть до автоматической смены ЗУ). В ряде случаев необходимо автоматическое изменение усилия удержания объекта в зависимости от массы детали. В последнее время ведутся разработки конструкций ЗУ, способных захватывать и базировать не ориентировано расположенные объекты.[5]
Конструкция захватного устройства ПР
При конструировании необходимо учитывать возможность обеспечения требований взаимозаменяемости, жесткости и точности соединения захвата с рукой робота.
Рука используется для перемещения кисти с захватом. Она представляет собой консоль и может осуществлять различные пространственные перемещения. Конструкции рук могут быть шарнирными, подобно руке человека, и без сочленений, использующие для перемещений механизм реечной передачи, поршневой цилиндр и т. д. Поворот может быть осуществлен с помощью червячной пары или лопастного гидроцилиндра. В простых моделях роботов рука перемещается с помощью поршневых цилиндров.
На рис. 7 показана конструкция специального быстросменного схвата с поворотными зажимными губками для плоских деталей. Данный схват позволяет изменять положение детали при установке ее, например, из накопителя на стол станка.
Хвостовик 1 схвата унифицированного типа крепится в шпинделе 2 кисти руки при помощи байонетного замка и фиксатора, который под действием пружины входит в паз на фланце 3. В расточке корпуса 1 установлен поршень 4, который перемещается под действием тяги 5, связанной с головкой 6 механизма привода. К поршню 4 с помощью пальцев крепятся рычаги 7 и 8 шарнирного параллелограмма, на длинном плече 9 которого на подшипниках установлен вал 10 с фланцем. К фланцу винтами крепятся сменные губки 11. В верхней части одного из рычагов 9 шарнирно установлен пневмоцилиндр 12, шток которого также шарнирно связан с валом 10. При выдвижении штока пневмоцилиндра вал 10 вместе с губкой 11 поворачивается на угол, определяемый ходом поршня. Установленное положение губок фиксируется.[5]
Рис. Общий вид захватн ого устройства (схвата). Захватное устройство состоит из следующих основных частей: 1 – хвостовик; 2 – шпиндель; 3 – фланец; 4 – поршень; 5 – тяга; 6 – головка; 7 – рычаг; 8 – рычаг шарнирного параллелограмма; 9 – плечо; 10 – вал; 11 – сменные губки; 12 – пневмоцилиндр. 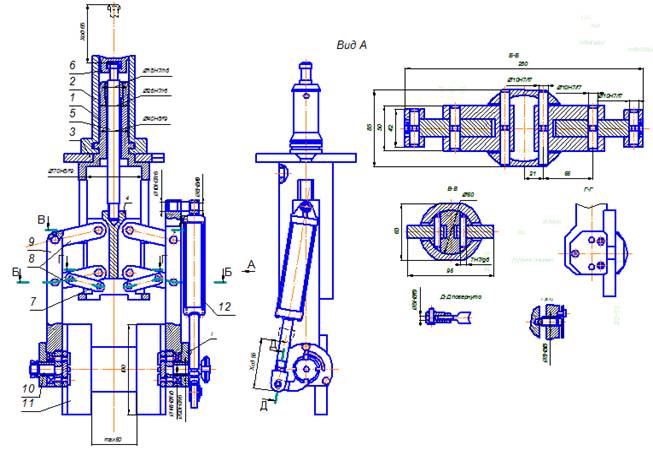
Расчет захватного устройства
Расчет усилия привода
Расчет усилия привода произведем по формуле:[7]
 ,
,
Где
 – удерживающий момент (Н∙м) для i-той губки
– удерживающий момент (Н∙м) для i-той губки
Zс – полное число зубьев сектора
 - КПД механизма ( =0,9)
- КПД механизма ( =0,9)
Т.к. губки плоские, то удерживающий момент  определяем по формуле:
определяем по формуле:

где
m – число губок захвата (m=2);
M – удерживающий момент;
N – усилие контакта между заготовкой и губкой;
l-плечо, равное половине длины заготовки
l=50/2=25мм=0,025м
 Н∙м
Н∙м
Тогда
Система управление РТК
СЧПУ станка
На станке МЦ800 используется СЧПУ «2С85»
Основной областью применения устройства является управление многоцелевыми станками. [4]
8.2 СЧПУ промышленного робота
Промышленный робот М20П.405.01 использует СЧПУ позиционного управление УПМ-772. Структурная схема представлена на рисунке 10.
Числовые системы позиционного управления типа УПМ комплектуются с ПР, обслуживающими металлорежущие станки, подъемно-транспортные операции, простейшие сборочные работы и др. Технологическая информация включает до шести-десяти команд, программирование осуществляется методом обучения. Информация с пульта обучения и пульта управления записывается в оперативную память устройства, для длительного хранения ее можно переписать на магнитную ленту кассетного накопителя.[5]
Заключение
В данном курсовом проекте была робото-технологический комплекс для автоматизированной механической обработки детали “Крестовина” на базе многоцелевого станка МЦ800. Для РТК был взят промышленный робот напольного типа модели М20П.40.01. Для него было спроектирована конструкция специального быстросменного схвата с поворотными зажимными губками для плоских деталей. На позиции загрузки и выгрузки использовались столы с ограничителями-пластинами. Для захватного устройства был произведён расчёт усилия зажима, усилия привода и контактных напряжений. Так же для ПР был разработан алгоритм работы.
Список использованной литературы
- Справочник технолога - машиностроителя: Т.2./под редакцией А.Г. Косиловой - М.: Машиностроение, 1986 - 496 с.
- Справочник инструментальщика / Ординарцев И.А. и др. – Л.: Машиностроение, 1987 – 846с
- "Справочник технолога машиностроителя". Справочник в двух томах; Том 2. Под редакцией А.Г. Косиловой, Р.Е. Мещерякова. - 4-е издание, переработанное и дополненное. – М.: "Машиностроение", 1986. - 496с.
- Роботизированные технологические комплексы и гибкие производственные системы в машиностроении: Альбом схем и чертежей: Учеб. пособие для вузов/Ю. М. Соломенцев, К. П. Жуков, Ю. А. Павлов и др.; Под общ. ред. Ю. М. Соломенцева. – М.: Машиностроение, 1989. – 192 с.; ил.
- Промышленные роботы в машиностроении: Альбом схем и чертежей: Учеб. пособие для вузов/ Ю. М. Соломенцев, К. П. Жуков, Ю. А. Павлов и др.; Под общ. ред. Ю. М. Соломенцева. – М.: Машиностроение, 1989. – 192 с.; ил.
- Локтева С.Е. Станки с программным управлением и промышленные роботы. – М.: Машиностроение, 1986, – 320 с.
- Современные промышленные роботы: Каталог/ Под ред. Ю. Г. Козырева, Я. А. Шифрина. – М.: Машиностроение, 1984. – 152 с.; ил. (Автоматические манипуляторы и робототехнические системы).
- Суслов А.Г. Технология машиностроения: Учебник для студентов машиностроительных специальностей вузов. – 2-е изд. перераб. и доп. М.: Машиностроение, 2007. 430 с.
- Под ред. Зубченко А.С.: Марочник сталей и сплавов. Справочник. - Справочник. – М.: Машиностроение, 2003. – 784 с.
Разработка конструкции захватного устройства
Захватные устройства (ЗУ) промышленных роботов (ПР) и манипуляторов (М) служат для захватывания и удержания в определенном положении объектов манипулирования. Эти объекты могут иметь различные размеры, форму, массу и обладать разнообразными физическими свойствами, поэтому ЗУ относятся к числу сменных элементов ПР. Как правило, ПР и M комплектуют набором типовых (для данной модели) ЗУ, которые можно менять в зависимости от требований конкретного рабочего задания. Иногда на типовой захват устанавливают сменные рабочие элементы (губки, присоски и т. п.). К ЗУ предъявляются требования общего характера и специальные, связанные с конкретными условиями работы. К числу обязательных требований относятся надежность захватывания и удержания объекта, стабильность базирования, недопустимость повреждений или разрушения объектов. Прочность ЗУ должна быть высокой при малых габаритных размерах и массе. Особое внимание должно быть обращено на надежность крепления ЗУ к руке ПР. При обслуживании одним ПР нескольких единиц оборудования применение широкодиапазонных ЗУ или их автоматическая смена может оказаться единственно возможным решением, если одновременно обрабатываются детали различных конфигурации и массы. Поэтому к ЗУ для ПР, работающих в условиях серийного производства, предъявляются дополнительные требования: широкодиапазонность (возможность захватывания и базирования деталей в широком диапазоне массы, размеров и формы), обеспечение захватывания близко расположенных деталей, легкость и быстрота замены (вплоть до автоматической смены ЗУ). В ряде случаев необходимо автоматическое изменение усилия удержания объекта в зависимости от массы детали. В последнее время ведутся разработки конструкций ЗУ, способных захватывать и базировать не ориентировано расположенные объекты.[5]





