

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
В настоящее время около 30% роботов (автоматических манипуляторов), работающих в машиностроении, заняты в кузнечно-штамповочном производстве..
Промышленный робот — автономное устройство, состоящее из механического манипулятора и системы управления (позволяющейперепрограммировать в широких пределах движения исполнительных органов манипулятора, их количество и траекторию; а также задать другие количественные и качественные параметры конфигурации робота и оснастки), которое применяется для перемещения объектов в пространстве и для выполнения различных производственных процессов.
Робот имеет несколько степеней подвижности, состоит из станины, гидро- и пневмооборудования, звеньев и схвата. Также робот имеет как правило свой собственный блок управления. В КШП основная функция роботов – позиционирование, горячих заготовок, полуфабрикатов и конечных штампованных деталей. Как правило, роботы устанавливаются между КГШП и по команде с управляющего блока и датчиков на штампе позиционируют, снимают и перекладывают полуфабрикаты, что помогает достигать высокой производительности.
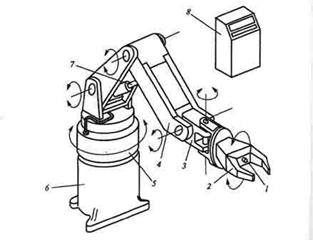
1 - датчик обратной связи; 2 — захватное устройство; 3 — кисть; 4 —рука манипулятора; 5 — колонна; 6 — несущая конструкция (основание); 7 - привод руки; 8 - блок управляющего устройства с пультом
Классификация автоматических линий (АЛ). Производительность и надежность АЛ.
Автоматической линией (АЛ) называется система станков, технологических агрегатов и вспомогательных устройств, автоматически осуществляющих определенную последовательность ряда технологических операций без участия операторов. Наладчики автоматических линий лишь периодически контролируют работу оборудования и подналаживают его, а также загружают заготовки в начале АЛ и снимают в конце (для загрузки-разгрузки и укладки заготовок могут использоваться ПР).
|
|
Автоматические линии предназначены для обработки заготовок резанием, давлением, для металлопокрытий, для получения отливок, термической обработки, сборочных операций; имеются и комплексные автоматические линий.
Автоматические станочные линии по типу оборудования делятся на следующие группы:
а) из агрегатных станков, применяемых в основном для обработки корпусных деталей;
б) из модернизированных универсальных станков, автоматов и полуавтоматов общего назначения, используемых для обработки валов, дисков, зубчатых колее и т. д.;
в) из специальных и специализированных станков, построенных только для этой линии;
г) из станков с ЧПУ и транспортной системы с ПУ, которыми управляет единая программа.
В зависимости от величины выпуска деталей различают АЛ одно-поточные последовательного действия и многопоточные параллельно-последовательного действия. На однономенклатурнойАЛ выпускают постоянно детали одного наименования. На многономенклатурной АЛ обрабатываются заготовки нескольких наименований или различных типоразмеров одного наименования.
По расположению и виду транспорта различают автоматические линии:
а) со сквозным транспортированием заготовки между станками (применяется при обработке корпусных заготовок);
б) с боковым транспортированием (применяется при обработке коленчатых валов, гильз и т. д.);
в) с верхним транспортированием (применяется при обработке валов, зубчатых колес, фланцев и т. д.);
г) с комбинированным транспортированием;
д) с роторным транспортированием, используемым в роторных АЛ, в которых все технологические операции выполняются при непрерывном транспортировании заготовок и инструмента.
По расположению оборудования различают замкнутые и незамкнутые автоматические линии. В замкнутых АЛ загрузка заготовок и съем деталей производится в одном месте.Это удобно, но доступ к агрегатам такой линии затруднен, поэтому в основном распространены незамкнутые АЛ: прямолинейные, П-образные, Г-образные и т. д.
|
|
|

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!