

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Этот метод получил наибольшее распространение благодаря высокой производительности и точности 8-9 степени.
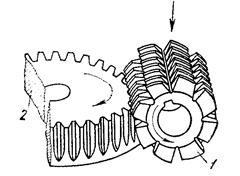 Для нарезания зубьев указанным способом требуются зубофрезерные станки (например: 5М32, 5М324 и др.) и режущий инструмент – червячная фреза (Рисунок 3.128).
Для нарезания зубьев указанным способом требуются зубофрезерные станки (например: 5М32, 5М324 и др.) и режущий инструмент – червячная фреза (Рисунок 3.128).
Рисунок 3.128
В зависимости от модуля зубчатого колеса устанавливается число ходов фрезы. Колеса с модулем до 2,5 мм обычно нарезают за один проход начисто; колесо с модулем более 2,5 мм нарезают начерно и начисто в 2-3 хода.
Для черновых ходов применяются двух- и трехзаходные червячные фрезы, которые увеличивают производительность, но снижают точность обработки по сравнению с однозаходными. Поэтому такие фрезы используют главным образом для предварительного нарезания зубьев.
Фреза закрепляется в суппорте, который должен быть повернут так, чтобы ось фрезы была наклонена под углом α подъема винтовой линии витков фрезы. Нарезаемое зубчатое колесо устанавливается на столе станка; он имеет перемещение по станине для установки на глубину зуба и вращательное движение, благодаря которому осуществляется обкатка зубчатого колеса по отношению к червячной фрезе. Суппорт с фрезой осуществляет подачу движением вдоль оси зубчатого колеса. При фрезеровании зубчатых колес с косым зубом фреза устанавливается с учетом наклона винтовой линии витков фрезы и угла спирали зуба зубчатого колеса.
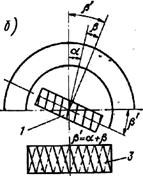
Рисунок 3.129 Установка червячной фрезы при зубонарезании цилиндрических зубчатых колес с косым зубом:
1 — правозаходгая фреза;; 3- заготовка левозаходного зубчатого колес
Если направление наклона винтовой линии фрезы и нарезаемого зубчатого колеса одинаковое, т. е. если фреза и зубчатое колесо правозаходные или левозаходные, то угол установа фрезы равен разности углов фрезы и зубчатого колеса,; если же направление наклона винтовой линии фрез и зубчатого колеса различно (рис.3.129, б), то угол установа равен сумме углов
|
|
Основное время при нарезании прямых зубьев цилиндрических зубчатых колес червячной модульной фрезой определяется по формуле

где /0— длина нарезаемого зуба в мм; т — число одновременно нарезаемых зубчатых колес; /вр — длина врезания в мм, 1п — длина перебега в мм; z —число зубьев нарезаемого зубчатого колеса; S — подача на один оборот зубчатого колеса в мм; п — число оборотов фрезы в минуту; q — число заходов червячной фрезы (для чистовых проходов q = 1; для черновых рекомендуется q = 2); i — число ходов. Длина врезания 1вр определяется по формуле
lвр=(1,1÷1,2)√t (Dф-t),
где t — глубина прорезаемой впадины между зубьями в мм; Dф — диаметр червячной фрезы в мм.
Длина перебега 1п = 2 -- 3 мм.
 Врезание червячных фрез, особенно больших диаметров, является значительной величиной и вызывает существенную затрату времени работы станка. Сократить это время на 20—30% можно заменой обычного осевого врезания (рис. 3.130 а) радиальным (рис.3.130 б).
Врезание червячных фрез, особенно больших диаметров, является значительной величиной и вызывает существенную затрату времени работы станка. Сократить это время на 20—30% можно заменой обычного осевого врезания (рис. 3.130 а) радиальным (рис.3.130 б).
Рисунок 3.130 Врезание червячной фрезы:
а — осевое; б — радиальное
Для повышения точности зубофрезерования и чистоты обработанной поверхности, а также увеличения стойкости червячной фрезы рекомендуется в процессе резания перемещать червячную фрезу вдоль оси из расчета 0,2 мкм за один оборот ее.
Современные станки имеют специальное устройство для осевого перемещения фрезы. Это перемещение может осуществляться:
1) после нарезания определенного числа колес;
2) после каждого цикла зубофрезерования, во время смены заготовок;
3) непрерывно при работе фрезы.
В последнем случае происходит диагональная подача фрезы как результат сложения движения подач вдоль оси заготовки и вдоль собственной оси фрезы.
|
|
|

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!