В тех случаях, когда колебания напряжения сети значительны и к качеству соединений предъявляються жесткие требования, сварочные аппараты целесообразно комплектовать регуляторами напряжения, воздействующими на источник питания при постоянной скорости подачи электродной проволоки. Наиболее просто такая система реализуется с помощью тиристорного контактора, последовательно включенного в первичную цепь сварочного трансформатора (рис.3)
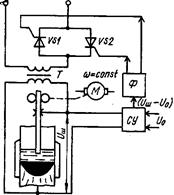
Рис. 3. Система регулирования UШ
с воздействием на э. д. с.
источника питания
. Сварочный трансформатор ТС подключен к сети с помощью пары (или нескольких параллельных пар) встречно-параллельно соединенных тиристоров VS1, VS2 с фазовым управлением.
В отличие от электродуговой сварки под флюсом такое включение вполне допустимо, поскольку шлаковая ванна представляет собой активное сопротивление, поэтому перерывы в протекании сварочного тока в каждом полупериоде не снижают устойчивости процесса сварки. Регулируемое напряжение сварки Uш сравнивается с опорным заданным напряжением U0 в сравнивающем устройстве СУ. Усиленный разностный сигнал (UШ— U0) подается на фазовращающий мост Ф, который управляет тиристорами VS1 и VS2. При достаточно высоком коэффициенте усиления обеспечивается точность стабилизации напряжения. Система исчерпывает весь «запас регулирования» и теряет управление при полностью открытых тиристорах, что соответствует максимально допустимому падению напряжения сети. В сторону компенсации повышений напряжения сети «запас регулирования» схемы не ограничен.
В некоторых случаях для упрощения системы отказываются от обратной связи по напряжению Uш и используют регулирование по возмущению. При этом синтезируют такую схему управления тиристорами, чтобы изменение напряжения сети (Uc) сопровождалось необходимым изменением угла отпирания тиристоров.. Стабилизация Uш способствует интенсификации саморегулирования, особенно при относительно большом падении напряжения в источник питания и сварочной цепи.
По схеме на рис. 3 можно также построить регулятор в трехфазном исполнении.
Системы регулирования с тиристорными контакторами имеют существенный недостаток, свойственный всем устройствам с фазовым регулированием напряжения: низкий коэффициент мощности, вызванный искажением формы кривой сварочного тока.
В институте электросварки им. Е. О. Патона разработан тиристорный регулятор напряжения А-1307, состоящий из силовых тиристоров, блока управления и устройства защиты. Регулятор снабжен устройством быстродействующей защиты от перегрузок и коротких замыканий, которое обеспечивает автоматическое повторное включение с плавным нарастанием угла отпирания тиристоров при случайных и технических коротких замыканиях в сварочной цепи. Источники тока с управляемыми вентилями обладают жесткими внешними характеристиками. Они удобны в эксплуатации и могут быть использованы в системах автоматического регулирования.

Рис.5. Электрическая схема сва рочного с регули рованием напряжения трансформатора магнитной э.д.с коммутацией
Рис.6, Внешние характеристики источника питания с регуляторами напряжения, воздействующими на источника питания (1), и статическая характеристика регулятора тока (2), воздействующего на скорость подачи электрода
На основе регулятора напряжения А-1307 разработан тиристорный прерыватель, который применяют при ЭШС с периодическим отключением тока (модуляцией мощности). Прерыватель позволяет раздельно регулировать длительность импульсов тока и паузы между ними, а также стабилизировать напряжение на ванне.
Для стабилизации напряжения при ЭШС используют также трансформаторы с магнитной коммутацией (рис. 5), в которых сварочное напряжение, снимаемое с обмотки W2, регулируют путем подмагничивания постоянным током (с помощью управляющих обмоток Wy1 и Wy2) двух клемм трансформатора и перераспределения основного магнитного потока между ними. При этом соотношение между максимальной э. д. с. Е2 вторичной обмотки определяется зависимостью

По сравнению с трансформаторами с управляемыми вентилями трансформаторы с магнитной коммутацией надежнее (не боятся короткого замыкания и разрыва нагрузки) и имеют более высокий коэффициент мощности, но обладают пониженными динамическими свойствами.
Стабилизация напряжения с воздействием на скорость подачи электрода возможна при использовании источника питания с падающей внешней характеристикой. Однако стабилизация осуществляется за счет тока, что не всегда удовлетворяет требованиям технологии.
К системам регулирования одного параметра относятся системы стабилизации тока, применение которых целесообразно при сварке плавящимся мундштуком и при использовании электродов с большим поперечным сечением, когда процесс саморегулирования выражен слабо. В этих системах в качестве регулирующего воздействия применяют скорость подачи проволок (при сварке плавящимся мундштуком) либо скорость подачи массивного электрода. Применение системы стабилизации тока сварки с воздействием на скорость подачи электрода эффективно при использовании источников питания с жесткой характеристикой и относительно небольших колебаниях напряжения сети. В настоящее время по этому принципу разработаны автоматические регуляторы скорости подачи электрода для электрошлаковых процессов. Примером таких регуляторов может служить разработанный в институте электросварки им. Е. О. Патона быстродействующий электронно-электромашинный регулятор тока для электрошлакового переплава (ЭШП), который пригоден и для ЭШС пластинчатым электродом.
Занятие №12 (12.10.2015)






