
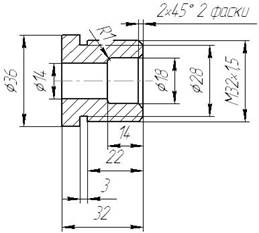
эскиз
Назначение номинальных размеров.
Номинальные размеры назначаем из ряда предпочтительных чисел ГОСТ 6638-83 с сохранением заданной конфигурации детали. Наибольший диаметр детали не должен выходить за пределы значений, допустимых по технической характеристике станка, т.е. 24...40 мм. В качестве заготовки для обработки детали будем использовать пруток по ГОСТ 2590-71. Кроме того, учитываем припуск на обработку. Поэтому, наибольший диаметр детали не выходит за пределы значений 22…38 мм. Руководствуясь этим, примем наружный диаметр детали равным - 36 мм.
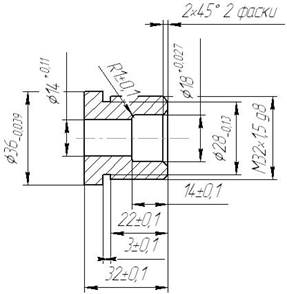
Назначение допусков.
Допуски назначаем, руководствуясь данными технической характеристики станка и экономически целесообразной точностью обработки на токарно-револьверных станках. Точность нарезания наружной резьбы М32 резцом принимаем – 8g по ГОСТ 16093-70.
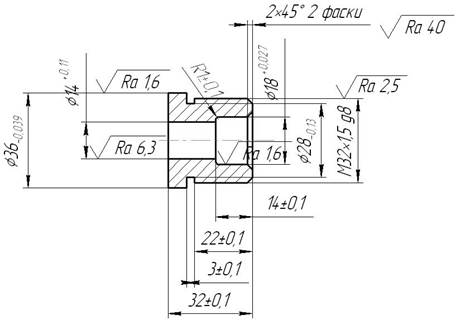
Шероховатость поверхностей.
Шероховатости поверхностей назначаем исходя из вида поверхности и точности её обработки
Разработка инструментальной наладки.
2.1 План обработки детали.
При изготовлении деталей на токарно-револьверных станках из прутка типовой является следующая последовательность обработки: чистовая подрезка торца, наружная черновая обработка, внутренняя черновая, наружная чистовая, внутренняя чистовая, нарезание резьбы, отрезка. Эту последовательность принимаем за основу.
Разработанный план обработки детали приведен в табл. 1.
| №
перехода
|
Содержание перехода
| Режущий инструмент
|
| Наименование
| Марка материала режущей части
|
|
| Точить (или обточить) ступенчатую поверхность выдерживая размеры d1=33-0,62 мм:
l1=23+0,21 мм:
d2=37-0,62 мм:
l2=34+0,25 мм:
| Резец токарный с механическим креплением сменной многогранной пластины качающимся штифтом
| ВК10
|
|
| Точить канавку, выдерживая размеры d=28-0,13 мм: l=22±0,1мм:
b=3±0,1мм
| Резец токарный отрезной (прорезной) с пластиной из твёрдого сплава
| Т15К10
|
|
| Центровать торец
| Сверло спиральное с цилиндрическим хвостовиком для зацентровки под сверление
| Р6М5
|
|
| Сверлить отверстие d=13±0,135мм: l=360+0,25мм"
| Сверло спиральное с коническим хвостовиком
| Р6М5
|
|
| Расточить отверстие выдерживая размеры
d=14+0.11 мм: l=33±0,2мм"
| Резец расточной с механическим креплением многогранной пластины
| ВК6
|
|
| Расточить отверстие выдерживая размеры
по эскизу
| Резец токарный расточной с пластиной из твёрдого сплава для обработки глухих отверстий
| ВК6
|
|
| Точить (или обточить) ступенчатую поверхность по программе, выдерживая размеры по эскизу"
| Резец токарный проходной прямой с пластиной из твёрдого сплава
| ВК6
|
|
| Нарезать резьбу выдерживая размеры
l=22±0,1мм
d=32+0.11 мм: "
| Резец токарный резьбовой с пластиной из твёрдого сплава
| ВК8
|
|
| Отрезать деталь выдерживая размер
l=32±0,1мм
| Резец токарный отрезной (прорезной) с пластиной из твёрдого сплава
| Т15К10
|
Таблица 1






