Некачественное зажигание - залипание электрода, чрезмерное увеличение длины дуги - приводит к непровару начала сварки, зашлаковке, порообразованию. При некачественном производстве электродов, а именно - излишнее оголение торца электродов в месте зажигания, дают пучок пор, так называемые «стартовые поры».
Необходимо остановиться, произвести механическую зачистку, выборку или вырубить зубилом дефектное начало и только после этого возобновить зажигание.
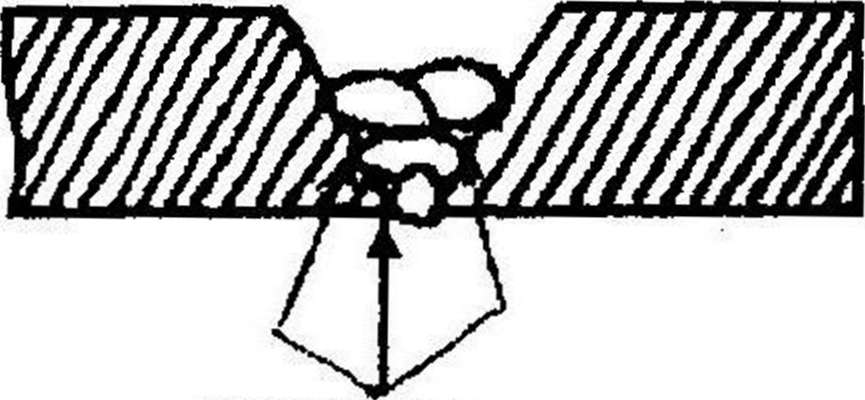
Чрезмерно «выпуклые» валики
Чрезмерно «выпуклые» валики при сварке угловых и стыковых соединений приводят к сварке последующих за ними валиков к зашлаковке, непровару между кромкой разделки и выпуклым швом или между глубокими западаниями между валиками (рис. 80). Такие валики, как правило, получаются в следующих случаях:
| 
шлак и не про в ары
|
- малая скорость сварки без ма- рис qq
нипулирования - увеличить поступательное движение электрода;
- манипулирование «дугой назад» при сварке вертикальных и потолочных швов - перейти на метод «лестницей» или «дугой вперед»;
- угол наклона электрода (сварка «углом назад») для потолочных швов - перейти на сварку «углом вперед» или под прямым углом к направлению сварки;
- малый сварочный ток для нижнего положения - увеличить ток;
- чрезмерный сварочный ток для вертикальных и потолочных швов - уменьшить до минимума.
Во время сварки необходимо следить за полнотой и геометрией шва, жидкой ванной и управлять ею путем манипулирования скоростью и наклоном электрода. Очень важна задержка на кромках. Чем больше прогреваем кромку, тем лучше формируется на ней жидкий металл шва при уходе электрода к другой кромке, а не собирается в середине шва.
Подрезы
Подрезы ведут к зашлаковке и
*
непровару. На рис. 81а показаны подрезы: 1 - в теле сечения шва, очень опасный, особенно при сварке нержавеющих сталей. Подрез образуется: 1) при раннем уходе электрода от кромки (незаполнении кратера электродным металлом); 2) при очень короткой * дуге («сварка опиранием»), когда «козырьком» обмазки подрезается кристаллизующийся металл шва; 3) при резком уходе от кромки. Жидкотекучий шлак заполняет подрез. В то время, когда проплавляем другую кромку, шлак застывает в подрезе и при возврате не всегда удается выплавить его. Это и приводит к дефекту.
Чтобы избежать этого, необходима задержка на кромке до полного заполнения кратера электродным металлом. Переход к другой кромке осуществлять плавно, без резких колебаний.
Наплывы
Рис. 816. При чрезмерной задержке на кромке получается подтек жидкого металла, а также при большом сварочном токе, когда сварщик не справляется с жидким металлом шва. Наплыв срубить, зачистить.
Непровары
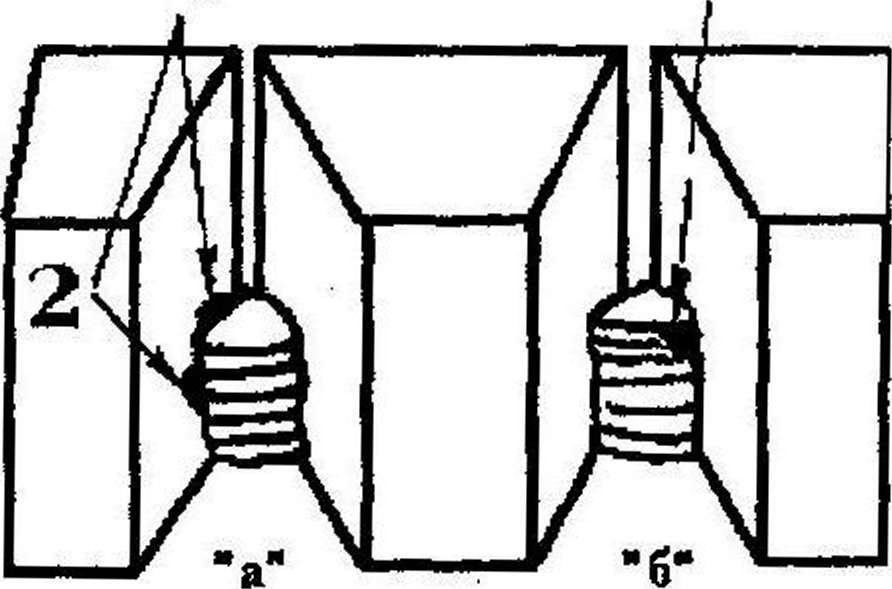
В чертежах, техпроцессах или справочниках по сварке встречается установка зазора при сборке от 0 до 2-3 мм.
Сборка без зазора или с зазором меньше рекомендуемого, чем на рис. 28а и б при сварке V- образной разделки (без подварки корня шва с обратной стороны) приведет к дефектам - непровару и зашлаковке корня шва (рис. 82); а при 2-сторонней сварке Х-об- разной и V-образной (с подваркой с обратной стороны) - потребует дополнительных затрат и времени для более глубокой выборки обратной стороны корня шва, частичного скоса кромок (рис. 36в,г,д) и излишнего расхода электродов на заполнение глубокой выборки.
Свиши
Свищи в кратере шва при окончании сварки возникают при чрезмерном сварочном токе, а также когда отрыв дуги производится удлинением дуги (рис. 18 б). Отрыв дуги производить по рис. 18а.
Усадочная раковина
Усадочная раковина чаще всего появляется при сварке корневого валика, больших толщин металла, большого зазора и особенно при сварке аустенитных сталей, а также чрезмерно большого тока и чрезмерной величины сварочной ванны.
При усадке в кратере валика иногда возникает трещина. Это резко снижает производительность труда ввиду необходимости механической зачистки после окончания каждого электрода. При сварке сталей перлитного класса с жестким креплением деталей чаще всего образуется раковина с трещиной, а при сварке аустенитных сталей причиной появления раковин
с трещинами является низкая теплоотдача и высокое линейное расширение. Необходимо кратер выводить обратно на шов или на кромку разделки. Рекомендуется сварку производить:
- обратно-ступенчатым способом;
- непрерывно (двумя сварщиками) с перехватом дуги;
- методом «дуга в дугу».
Поры
Поры в сварном шве образуются по многим причинам:
- некачественная подготовка кромок (грязь, окалина, ржавчина) - зачистить;
- большое содержание влаги приводит к образованию пор, необходимо произвести предварительный подогрев свариваемых кромок и прокалку электродов;
- сквозняки в зоне сварки;
- некачественные электроды: ржавый металлический стержень, эксцентричное покрытие приводит к «козырьку» и увеличению длины дуги;
- сильное магнитное дутье, при котором происходит большое отклонение дуги, что увеличивает ее длину;
- несоответствие основного металла и присадочного материала по химсоставу. И другие причины, которые требуют подготовки в конкретном случае.
Причины, зависящие от квалификации сварщика, вызывающие поры:
- нечеткое зажигание дуги (залипание, подъем электрода после зажигания на очень высокую длину дуги) и попытка переплавить такое зажигание приводит к дефектам;
- сварка длинной дугой.
Детальное изучение практических советов, отработка при тренировке, применение их на практике помогут сварщикам в работе повысить качество сварочных операций, выполняемых в процессе изготовления и монтажа ответственной продукции для АЭС, ТЭЦ, химического и другого оборудования на предприятиях, где предъявляются высокие требования коварным соединениям.
Уважаемый читатель!
Пожелания и замечания по данной работе прошу направлять по адресу: 347340, г. Волгодонск, ул. Волгодонская, 16, УПК «Волгодонскзнер- гострой», Тудвасеву Владимиру Александровичу Благодарен за Ваше внимание4
В А. Тудвасев, апрель 1996 г.
СОДЕРЖАНИЕ
От автора............................................................... 3
Об авторе............................................................... 4
Предисловие.......................................................... 6
Основные параметры, влияющие на
формирование сварного шва........................ 7
1.1 Величина и подбор сварочного тока............... 7
1.2 Зажигание сварочной дуги............................ 11
1.3 Угол наклона электрода................................ 14
1.4 Скорость сварки............................................. 17
1.5 Длина дуги..................................................... 18
1.6 Манипулирование электродом...................... 19
1.7 Заварка кратера и обрыв дуги....................... 21
2. Наплавка.......................................................... 24
3. Сварка стыковых соединений......................... 29
3.1 Сварка стыковых соединений в нижнем
положении..................................................... 31
3.2 Особенности сварки горизонтальных швов
и наплавки на вертикальной поверхности.... 41
3.3 Сварка вертикальных швов........................... 46
3.4 Сварка потолочных швов.............................. 52
3.5 Сварка трубы - стык неповоротный
при вертикальном расположении трубы...... 56
3.6 Сварка трубы - стык неповоротный
при горизонтальном расположении трубы... 60
3.7 Сварка трубы - стык неповоротный
при 45° расположении трубы........................ 65
4. Сварка угловых соединений............................ 69
5. Дефекты, встречающиеся при ручной
электродуговой сварке................................... 74
В.А.Тудвасев
S <6 мм
[1]
L