Цель работы:
1. Изучить основные типы сварных соединений для ручной дуговой сварки.
2. Изучить способы и методы наложения сварных швов
3. Освоить приемы уменьшения сварных швов
Ход работы:
Изучить теоретический материал
Разработать алгоритм сварки сварных швов
Выполнить упражнение на тренажере сварку шва
4. Ответить на контрольные вопросы
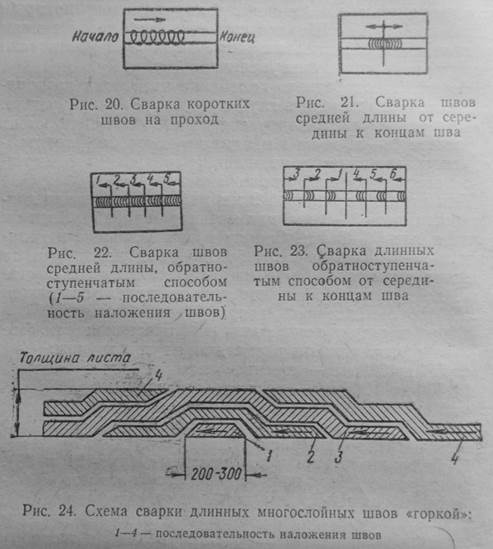
Техника наложения сварных швов (ручная электродуговая сварка)

ВЫПОЛНЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ

Выполнение стыковых швов
При сварке односторонних стыковых швов в нижнем пространственном положении основной сложностью является получение полного проплавления свариваемых элементов без образования прожогов, а также формирование обратной стороны шва (корня шва).
Способы выполнения односторонних стыковых швов в нижнем пространственном положении приведены на рис. 25С
 а
а
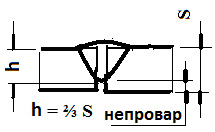
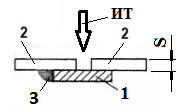
| Сварка на весу (рис. 25С, а) - односторонняя сварка со сквозным проплавлением кромок без использования подкладок. Возможно образование прожогов (см. Дефекты сварных соединений). Для предотвращения образования прожогов глубина проплавления «h» должна быть меньше толщины свариваемого листа S (h =2/3 S). Однако, это приводит к появлению непровара (см. Дефекты сварных соединений).
|
 б
б
| Сварка замкового соединения (рис. 25С, б)
Предотвращает образование прожогов, однако возможен непровар. Замковое соединение используется, как правило, в круговых швах толстостенных труб и сосудов и требует точной подготовки стыкуемых кромок.
|
 в
в
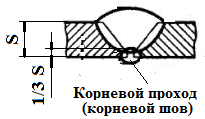
| Предварительная ручная подварка корня шва (рис. 25С, в) (корневой проход) предотвращает образование прожогов и непроваров. Ручной шов необходимо проварить на глубину 1/3 толщины стыкуемых кромок. Этот способ применяется при условии доступа сварочного инструмента к обратной стороне сварного шва.
|
|
Сварка на подкладках
Подкладка - деталь, устанавливаемая при сварке для предотвращения вытекания жидкой ванны (прожога). Подкладка может также улучшать формирования корневого прохода.
|
 г
г
 д
д
 е
е
| Сварка на неостающейся подкладке(рис. 25С, г, д, е)
Неостающаяся подкладка - подкладка, которая удаляется после сварки.
Сварка на неостающейся медной подкладке 1 с канавкой (рис. 25С, г) предотвращает образование прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва с выпуклостью в результате наличия канавки. Сварка может выполняться без зазора и с зазором между кромками свариваемых элементов 2.
Для получения плоской поверхности (без выпуклости) обратной стороны шва используется гладкая подкладка 1 без канавки (рис. 25С, д). Гладкая медная подкладка позволяет производить одностороннюю сварку только при условии плотного поджатия подкладки к кромкам свариваемых элементов 2.
При сварке кольцевыми швами тел вращения диаметром до 800 мм часто применяют кольцевые неостающиеся медные подкладки 1, представленные на рис. 25С, е. Эти подкладки могут быть с канавкой, а также гладкими. Поджатие подкладки (усилие Рп) к свариваемым кромкам 2 обеспечивается прижимным приспособлением 3. При использовании гладкой подкладки сварка выполняется без зазора, а кольцевой подкладки с канавкой – как без зазора, так и с зазором.
Неостающаяся подкладка применяется в тех случаях, когда существует возможность ее установки перед сваркой и удаления после сварки.
|
 ж
ж
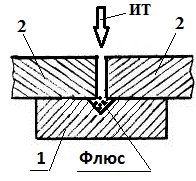
| Сварка на флюсо-медной подкладке (рис. 25С, ж)
Флюсо-медная подкладка - подкладка из медной пластины, покрытой тонким слоем флюса, обеспечивающая формирование шва, удержание расплавляемого металла и отвод тепла.
Флюс - материал, используемый при сварке для химической очистки соединяемых поверхностей и улучшении качества шва.
Сварка на флюсо-медной съемной подкладке 1 с канавкой треугольной формы для флюса предотвращает образование прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва в треугольной канавке. Качество шва обеспечивается при плотном поджатии флюса к поверхности кромок свариваемых элементов 2. Шов хорошо формируется при наличии зазора между кромками.
Применяется в тех случаях, когда существует возможность установки подкладки до сварки и ее удаления после сварки.
|
 з
з
| Сварка на флюсовой подушке (рис. 25С, з)
Флюсовая подушка - подкладка в виде приспособления, удерживающего расплавленный металл ванны при помощи флюса.
Сварка на флюсовой подушке предотвращает образованиеи прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва.
Листы 2 укладываются на стенд 4 так, чтобы стык располагался над флюсовой подушкой, представляющей гибкий короб 1, закрепленный между балками стенда и заполненный флюсом с толщиной слоя 30-70 мм. Свариваемые листы прижимаются к стенду усилием Рпр. Подачей сжатого воздуха в шланг 3 создается равномерное поджатие флюса по всей длине стыка. Часто используют флюсомагнитные подушки, в которых листы к стенду прижимаются магнитами. Качество шва обеспечивается при плотном поджатии флюса к поверхности свариваемых элементов.
|
 и
и
| Сварка на флюсовой подушке сосудов малого диаметра (рис. 25С, и)
При сварке кольцевыми швами сосудов малого диаметра (до 300 мм) флюсовая подушка может быть образована плотным заполнением всей внутренней полости изделия мелким флюсом.
1; 2 – свариваемые элементы;
3 – заглушка;
4 – трехкулачковый патрон;
5 – сварной шов.
Рп – усилие прижима заглушки.
|
 к
к
| Сварка на расплавляемой подкладке (рис. 25С, к)
Расплавляемая подкладка – подкладка, которая расплавляется в процессе сварки.
Сварка на расплавляемой подкладке предотвращает образование прожогов, непроваров и обеспечивает повышенную прочность сварного шва. В зазор между свариваемыми кромками 2, которые, как правило, являются телами вращения, устанавливается расплавляемая подкладка 1. Подкладка изготавливается из того же материала, что и свариваемое изделие. При сварке подкладка полностью расплавляется, заполняя зазор между кромками.
|
 л
л
| Сварка на остающейся подкладке (рис. 25С, л)
Остающаяся подкладка - подкладка, которая остается после сварки постоянно соединенной с изделием. Способ является менее предпочтительным, чем сварка на неостающейся подкладке. Применяется в тех случаях, когда установка неостающейся подкладки до сварки и (или) ее удаление после сварки затруднено или невозможно. Основным условием использования способа является обеспечения доступа сварочного инструмента обратной стороне сварного шва.
Сварка на остающейся стальной подкладке предотвращает образование прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва. Остающаяся стальная подкладка 1 приваривается к одному из свариваемых элементов 2 швом 3. Приварка подкладки с двух сторон не производится, т.к. в этом случае увеличивается жесткость сварного соединения, и затрудненная усадка сварного шва после сварки может привести к образованию трещин.
Основное условие получения качественного сварного соединения — точная подгонка подкладки. Зазор между подкладкой и свариваемыми элементами не должен превышать 0,5—1,0 мм. Ширина стальной подкладки принимается (4/5)S. а толщина:
- 0,5S при толщине листов 2—6 мм;
- (0,3—0,4)S при толщине листов более 6 мм.
|
|
Рис. 25 С. Способы выполнения односторонних стыковых швов в нижнем пространственном положении
а – сварка на весу; б – сварка замкового соединения; в - укладка корневого шва; г; д; е - сварка на неостающейся медной подкладке; ж – сварка на флюсо-медной подкладке; з; и - сварка на флюсовой подушке; к - сварка на расплавляемой подкладке; л - сварка на остающейся стальной подкладке; ИТ – источник теплоты (например: сварочная дуга)
|
| 2. Выполнение угловых швов (рис. 26С)
Формирование углового шва происходит в худших, чем стыкового, условиях. Сварку угловых швов в нижнем пространственном положении можно выполнять следующими способами: вертикальным электродом (рис. 26С, а), наклонным электродом и при повороте изделия на угол от 30° до 45° - так называемое положение «в лодочку» (рис. 26С, б, в, г). Сварка «в лодочку» более предпочтительна, так как при сварке наклонным электродом из-за стекания расплавленного металла трудно предупредить подрез по вертикальной плоскости и обеспечить провар по нижней плоскости.
Провар - сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва.
|
 а
а
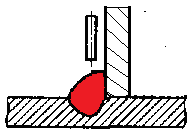
| Сварка вертикальным электродом (рис. 26С, а).
При сварке вертикальным электродом затруднено проплавление вертикального листа.
|
 б
б
| Сварка наклонным электродом (рис. 26С, б).
При сварке наклонным электродом из-за стекания расплавленного металла трудно предупредить подрез по вертикальной плоскости и наплыв на нижнюю плоскость (см. «Дефекты сварных соединений»).
|
 в
в
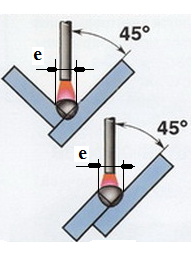
| Сварка в симметричную «лодочку» (рис. 26С, в).
«е» - ширина углового шва
|
 г
г
| Сварка в несимметричную «лодочку» (рис. 26С, г)..
«е» - ширина углового шва
|
| При сварке в «лодочку» ширина углового шва «е» должна быть равна расстоянию по горизонтали между свариваемыми заготовками. Если «е» будет больше этого расстояния - неизбежны подрезы, меньше – непровары (см. «Дефекты сварных соединений»)
|
|
Рис. 26С Сварка угловых швов в нижнем пространственном положении
а – сварка вертикальным электродом; б – сварка наклонным электродом; в - сварка в симметричную «лодочку»; г - сварка в несимметричную «лодочку».
|
| 3. Выполнение вертикальных швов (рис. 27С)
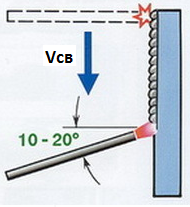
Сварку швов в вертикальном положении выполняют снизу вверх и сверху вниз.
|
 а
а
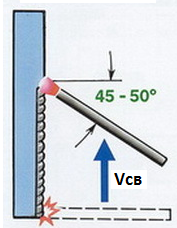
| Сварка снизу вверх (рис. 27С, а) - сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх.
Дугу возбуждают в нижней точке сварного шва. Стекание расплавленного металла предотвращают наклоном электрода. Наиболее удобный, распространенный и производительный способ. Используются электроды диаметром до 4 мм. Сварка выполняется с поперечными колебаниями электрода.
|
 б
б
| Сварка сверху вниз (рис. 27С, б) - сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз.
Дугу возбуждают в верхней точке сварного шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на жидкий металл.
Рекомендуется в основном для сварки тонких (до 5 мм) листов с разделкой кромок.
|
|
Рис. 27С. Способы сварки вертикальных швов.
а – сварка снизу вверх; б – сварка сверху вниз
|