

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
005 - 095 Заготовительная
Штамповка или резка заготовки из проката или из трубы.
100 Токарная
В зависимости от типа производства выполняется за одну операцию и два установа (единичное производство), либо за две операции (серийное и массовое производство).
Установ А (с базированием по наружной поверхности и торцу в патроне): подрезка свободного торца, сверление и зенкерование или растачивание отверстия (с припуском под шлифование), растачивание канавок и фасок.
Установ Б (с базированием по отверстию и торцу на оправке): подрезка второго торца, точение наружных поверхностей с припуском под шлифование, точение канавок и фасок.
Применяемое оборудование зависит от типа производства:
- единичное – токарно-винторезные станки;
- серийное – токарно-револьверные станки и станки с ЧПУ;
- массовое – токарно-револьверные. Одно- и многошпиндельные токарные полуавтоматы.
105 Сверлильная
Сверление, зенкерование отверстий, нарезание резьбы.
Выполняется на вертикально-сверлильных станках, сверлильных станках с ЧПУ, агрегатных станках.
110 Термическая
Закалка согласно чертежу.
115 Внутришлифовальная
Базирование – по наружному диаметру и торцу в патроне.
Шлифование отверстия на внутришлифовальном станке.
120 Круглошлифовальная
Шлифование наружных поверхностей и торца на кругло- или торцекруглошлифовальном станке.
125 Моечная.
130 Контрольная
135 Гальваническая (нанесение покрытия)
При обработке тонкостенных втулок (толщиной стенки менее 5 мм) возникает дополнительная задача закрепления заготовки на станке без ее деформаций.
4.5. Технологический процесс механической обработки детали «Стакан»
|
|
4.5.1. Маршрутный технологический процесс
Возможный маршрутный технологический процесс механической обработки детали «Стакан» (рис. 4.1) в условиях серийного производства приведен в таблице 4.1.
Таблица 4.1 - Маршрутный технологический процесс механической обработки детали «Стакан»
| Номер операции | Наименование операции | Оборудование | Технологические задачи, решаемые операцией |
| 1 | 2 | 3 | 4 |
| 005…100 | Заготовительная | ГКМ, лит. форма | Получение штучной заготовки |
| 105 | Токарно-револьверная | Токарно-револьверный мод. 1П365 | Черновая токарная обработка |
Продолжение таблицы 4.1
| 1 | 2 | 3 | 4 |
| 110 | Токарно-револьверная | Токарно-револьверный мод. 1П365 | Черновая токарная обработка. Подготовка чистовой базы - отверстия |
| 115 | Токарная | Токарный мод. 1А616 | Чистовая токарная обработка фланцевой части |
| 120 | Вертикально-сверлильная | Вертикально-сверлильный станок мод. 2А125 | Сверление крепежных отверстий |
| 125 | Галтовка | Установка для галтовки | Снятие заусенцев |
| 130 | Круглошлифовальная | Круглошлифо-вальный станок мод. 3Е12 | Предвари-тельное шлифование шейки |
| 135 | Круглошлифовальная | Круглошлифо-вальный станок мод. 3Е12 | Окончатель-ное шлифование шейки |
| 140 | Гальваническая | Химическое оксидирование | |
| 145 | Контрольная |
Эскиз заготовки, а также эскизы механической обработки заготовки по операциям технологического процесса приведены на рисунках 3.2 – 3.7. На эскизах механической обработки изображены установочно-зажимные элементы, обрабатываемые поверхности и операционные размеры в виде размерных линий.
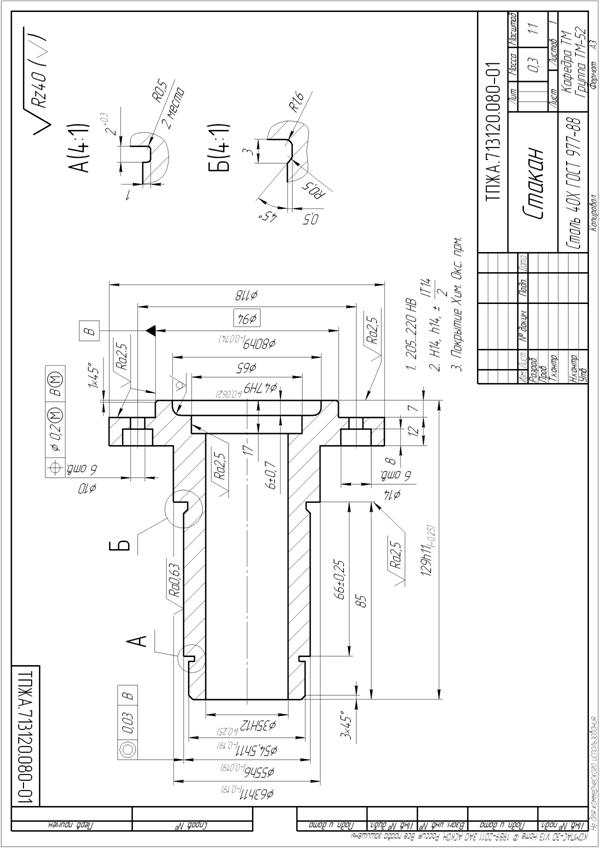
Рис. 4.1. Деталь «Стакан»
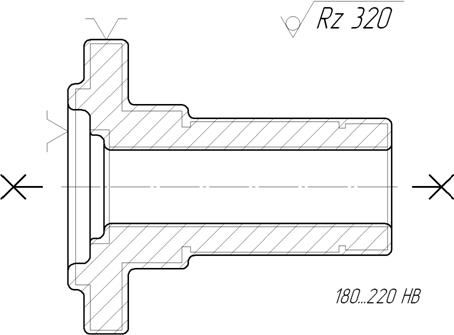
Рис. 4.2. Эскиз заготовки детали «Стакан»
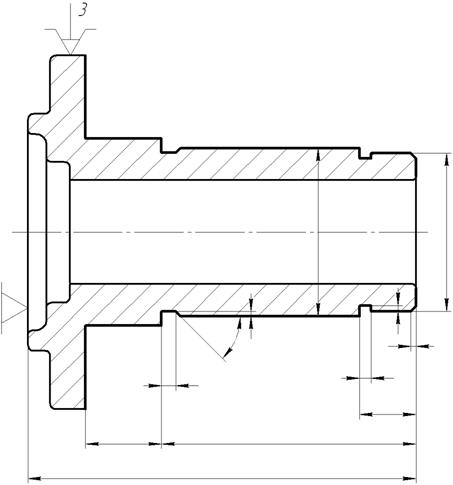
Рис. 4.3. Операция 105 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
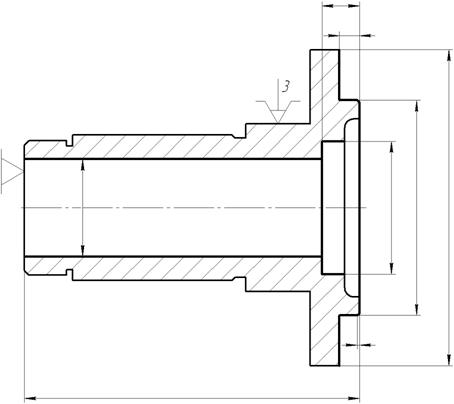
Рис. 4.4. Операция 110 – токарно-револьверная. Токарно-револьверный станок мод. 1П365
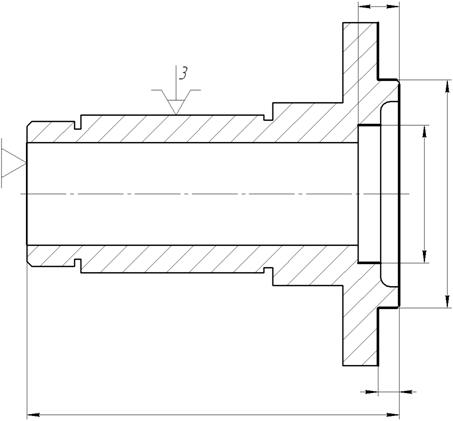
Рис. 4.5. Операция 115 – токарная. Токарный станок мод. 1А616

Рис. 4.6. Операция 120 – вертикально-сверлильная. Вертикально-сверлильный станок мод. 2А125
|
|

Рис. 4.7. Операции 130, 135 – круглошлифовальные. Круглошлифовальный станок 3Е12
4.6.2. Пример оформления карты эскизов и операционной карты (для операции 115)
На рис. 4.8 приведен пример оформления карты эскизов для токарной операции (операция 115); на рис. 4.9 – пример оформления операционной карты для этой операции.
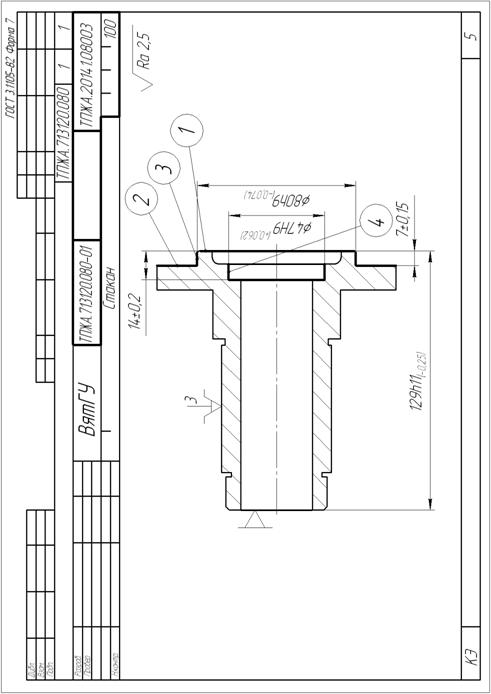
Рис. 4.8. Карта эскизов для операции 115
ГОСТ 3.1404-86 Форма 3
| 1 | ||||||||||||||||||||||||||||||
| Разраб. | Белов |
|
ВятГУ |
|
| ||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||||
|
|
| Стакан |
|
|
| 115 | |||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||||
| Наименование операции | Материал | Твердость | ЕВ | МД | Профиль и размеры | МЗ | КОИД | ||||||||||||||||||||||||
| Токарная | Сталь 40Х | 220НВ | 1 | ||||||||||||||||||||||||||||
| Оборудование, устройство ЧПУ | Обозначение программы | То | Тв | Тпз | Тшт | СОЖ | |||||||||||||||||||||||||
| Токарный 1А616 | __ | __ | |||||||||||||||||||||||||||||
| Р | ПИ | D или В | L | t | i | S | n | V | |||||||||||||||||||||||
| Т01 | ПР – патрон 3-хкулачковый; комплект кулачков | ||||||||||||||||||||||||||||||
| 02 | |||||||||||||||||||||||||||||||
| О03 | 1. Точить торец 3 | 0,14 | |||||||||||||||||||||||||||||
| Т04 | РИ – резец подрезной φ=90о ВК6; СИ – скоба 129 h 11 | ||||||||||||||||||||||||||||||
| Р05 | 8 0 | 12 | 0, 2 | 1 | 0,1 | 850 | 213 | ||||||||||||||||||||||||
| О06 | 2. Точить пов. 2 и пов. 1 последовательно | ||||||||||||||||||||||||||||||
| 07 | 3. Точить пов. 4 | ||||||||||||||||||||||||||||||
| 08 | |||||||||||||||||||||||||||||||
| 09 | |||||||||||||||||||||||||||||||
| 10 | |||||||||||||||||||||||||||||||
| 11 | |||||||||||||||||||||||||||||||
| 12 | |||||||||||||||||||||||||||||||
| ОК |
|
| |||||||||||||||||||||||||||||
Рис. 4.9. Операционная карта на операцию 115
|
|
|

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!