#L4006 W5
Основной недостаток абразивной обработки по сравнению с другими видами обработки резанием:
$! Производительность процесса.
#L4007 W5
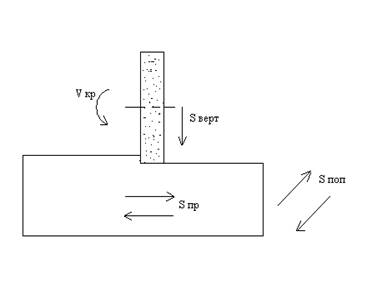
На этом рисунке изображена схема:
$! Плоского шлифования.
#L4008 W5
При "выхаживании" не должен изменяться параметр режима резания:
$! Глубина резания.
#L4009 W5
Вид абразивной обработки, который по назначению в наибольшей степени сравним с хонингованием:
$! Круглое внутреннее шлифование.
#L4010 W5
Основное назначение суперфиниша:
$! Снижение шероховатости поверхности.
#L4011 W5
Укажите вид обработки, при которой снимается наименьший припуск:
$! Полирование.
#L4012 W5
Основное назначение притирки:
$! Обеспечение плотности сопряжения.
#L4013 W5
Вид абразивной обработки, обеспечивающий наибольшую точность маложестких валов:
$! Бесцентровое шлифование.
#L4014 W5
Физическая сущность абразивной обработки:
$! Комбинация процессов царапания и истирания обрабатываемой поверхности.
#L4015 W5
Сравнение скоростей резания при шлифовании со скоростями при других видах обработки резанием:
$! В основном, бОльшие.
#L4016 W5
Сравнение производительности абразивной обработки с другими видами обработки резанием:
$! В основном, меньшая.
#L5001 W5
Какие жидкости наиболее часто используются в качестве среды для электроэрозионной обработки?
$! Дистиллированная вода
$! Керосин, трансформаторное и веретенное масла
#L5002 W5
Характерными чертами для электроискровой обработки являются:
$! Сравнительно низкая производительность обработки
$! Большой износ электродов
#L5003 W5
Для электроимпульсной обработки основной особенностью является:
$! Применение униполярных импульсов
$! Применение обратной полярности
#L5004 W5
Процесс анодно-механической обработки зависит от:
$! Параметров электрического тока
$! Механических параметров(давления на обрабатываемую поверхность, скорости движения инструмента)
#L5005 W5
При анодно-механической обработке электролитический режим определяет:
$! Производительность процесса
$! Качество обработанной поверхности
#L5006 W5
Назовите важнейшие условия правильного ведения процесса электрохимической обработки:
$! Поддержание заданной плотности тока
$! Поддержание заданной температуры электролита
#L5007 W5
Электрохимическая размерная обработка характеризуется:
$! Малой шероховатостью обработанной поверхности
$! Высокой производительностью
#L5008 W5
Из приведенного ниже выберите электрофизические способы обработки:
$! Ультразвуковая обработка
$! Электроконтактная обработка
#L5009 W5
Ультразвуковая обработка – это:
$! Большая группа технологических процессов и операций разнообразного назначения, осуществляемых с обязательным присутствием механических упругих колебаний с частотой выше 16-18 кГц
#L5010 W5
Электроконтактная обработка основана на:
$! На механическом разрушении или формоизменении металлических поверхностей, производимом одновременно с нагревом или расплавлением этих поверхностей электрическим током
#L5011 W5
Наиболее характерные особенности плазменной резки:
$! Стабильность качественных показателей резки
$! Незначительная зона термического воздействия
$! Незначительное или полное отсутствие деформации разрезаемого материала
#L5012 W5
Выберите наиболее известные виды плазменного газа:
$! Плазма с использованием нейтрального или раскисляющего газа
$! Плазма с использованием кислородосодержащего газа
$! Плазма с впрыском воды
#L5013 W5
Плазмообразующий газ при плазменной резке подается в сопло:
$! Продольным (соосным электроду)
$! Вихревым (вводится в сопло тангенциально) потоком
#L5014 W5
Назовите источник электроэнергии, необходимой для образования плазмы:
$! Генератор постоянного тока
#L5015 W5
Среда, используемая в установках плазменной резки небольшой мощности для охлаждения резака.
$! Сжатый воздух
#L5016 W5
Электрическая дуга — это:
$! Электрический разряд в газах, представляющий собой некоторый объем плазмы между разнополярными электродами, на поверхности которых в местах контакта с дугой образуются активные катодные и анодные пятна
#L5017 W5
Укажите, какой компонент геометpической точности изделия в наибольшей степени
можно повысить пpоволочным электpоэpодиpованием.
$! Точность взаимного pасположения сопpягаемых повеpхностей pазличных деталей
#L5018W5
Укажите, за счет чего пpи пpоволочном электpоэpодиpовании можно получить
сложнопpофильные повеpхности.
$! За счет независимого ЧПУ-упpавляемого пеpемещения концов натянутой пpоволоки -электpода по любой тpаектоpии
#L6001 W5
Нанотехнология – это:
$! Это совокупность методов производства изделий с заданной атомарной структурой путем манипулирования атомами и молекулами
#L6002 W5
Один из главных элементов печатных плат:
$! Отверстия
#L6003 W5
Печатные платы бывают:
$! Переходные
$! Монтажные
#L6004 W5
Функция, выполняемая покрытием платы
$! Защитная
#L6005 W5
Принципиальное отличие метода ПАФОС, как аддитивного метода от субтрактивного?
$! Тем, что металл проводников наносится, а не вытравливается
#L6006 W5
Технологии, используемые для получения проводящего рисунка слоев печатных плат:
$! Технологии на основе субтрактивных методов
$! Технологии на основе аддитивного формирования
#L6007 W5
Окислитель, в котором проводится обработка печатных плат для удаления следов органики с медной поверхности подложки в каналах освобождения в рельефе пленочного фоторезиста
$! В 20% растворе серной кислоты
#L6008 W5
Вакуумное напыление - это:
$! Выращивание слоя из атомарного (молекулярного) потока в вакууме при нагреве, испарении и конденсации материала
#L6009 W5
Распыление ионной бомбардировкой- это:
$! Выращивание слоя из атомарного (молекулярного) потока при бомбардировке твёрдого образца материала (мишени) ионами инертного газа, распыления его в атомарный (молекулярный) поток и конденсации на поверхности изделия.
#L6010 W5
Назовите основные технологии электрического контроля:
$! Ложе гвоздей
$! Подвижные зонды
#L6011 W5
Назовите основной метод контроля качества печатных плат, который используется в Aplit 3 (автоматизированная система визуального контроля качества печатных плат на любой стадии изготовления):
$! Cравнение с эталоном
#L6012 W5
Выберите из перечисленного ниже обнаруживаемые системой Aplit 3 дефекты печатных плат:
$! Перемычки между проводниками
$! Искажения масштаба (растяжение пленки фотошаблона)
$! Нарушение допусков на минимальную ширину печатного проводника и минимальное расстояние между проводниками
#L6013 W5
Вариант, наиболее предпочительный для проектирования печатных плат
$! С односторонним расположением компонентов
#L6014 W5
Укажите рисунок на котором показано правильно размещение компонентов на контактных площадках
$! Рис.1!
#L6015 W5
Современные печатные платы отличаются:
$! Высокой плотностью
$! Сложностью монтажа
$! Многослойностью
#L6016 W5
ENIG-процесс - это:
$! Покрытие иммерсионным, тонким золотом
#L6017 W5
OSP-процесс - это:
$! Органическое покрытие
#L6018 W5
При двухстороннем поверхностном монтаже крайне желательно размещать тяжелые компоненты:
$! Только с одной стороны
#L7001 W5
Укажите действия, наиболее полно хаpактеpизующие пpоизводственный пpоцесс
пpедпpиятия.
$! Все действия всех сотрудников пpедпpиятия без исключения, а также машин, механизмов, пpибоpов всех видов, связанные с деятельностью пpедпpиятия
#L7002 W5
Укажите действия, наиболее полно хаpактеpизующие технологические процессы на
пpедпpиятии.
$! Работа людей и обоpудования, непосредственно связанная с изменением формы, pазмеpов или физических свойств матеpиала конкpетного изделия или со сборкой и испытанием конкpетного изделия
#L7003 W5
Количество производственных процессов на предприятии определяется:
$! Количеством изделий, изготавливаемых на предприятии
#L7004 W5
Количество технологических процессов на предприятии может быть:
$! Может быть больше, чем производственных процессов
$! Может быть равно количеству производственных процессов
#L7005 W5
Основной единицей технологического процесса является:
$! Технологическая операция
#L7006 W5
Непрерывность операции означает:
$! Отсутствие прерывания работы на данном рабочем месте для выполнения работы над этой заготовкой на другом рабочем месте
#L7007 W5
Необходимость структурирования технологических процессов определяется:
$! Необходимостью планирования и нормирования выполняемых работ
#L7008 W5
Установ и позиция это:
$! Часть технологической операции
#L7009 W5
Технологическая операция характеризуется:
$! Неизменностью рабочего места
$! Неизменностью исполнителей
$! Неизменностью объекта изготовления
$! Непрерывностью
#L7010 W5
Технологический переход характеризуется:
$! Неизменностью параметров обработки
$! Неизменностью используемых инструментов
$! Неизменностью обрабатываемых поверхностей
#L7011 W5
Установ может быть:
$! Равен операции
$! Меньше операции
#L7012 W5
Позиция может быть:
$! Равна установу
$! Меньше установа
#L7013 W5
Из перечисленных характеристик типа производств назовите главное, определяющее производительность труда
$! Степень специализации оборудования
#L7014 W5
Тип производства, обладающий наибольшей гибкостью
$! Единичное
#L7015 W5
Тип производства, обеспечивающий наивысшую производительность:
$! Массовое производство
#L7016 W5
Характеристики производства, имеющие тенденции к возрастанию из значимости:
$? Неизменность выпускаемой продукции в течение длительного времени
$! Гибкость производства
$! Себестоимость продукции
$! Качество продукции
#L7017 W5
При прочих равных условиях главный фактор, определяющий качество продукции
$! Мотивация сотрудников предприятия
#L7018 W5
Главный фактор, обеспечивающий высокую гибкость единичного производства
$! Универсальность оборудования и оснастки
#L7019 W5
Тип производства, где в основном используются рабочие невысокой квалификации:
$! Массовое
#L7020 W5
Тип производства, где наибольший эффект обеспечивают станки с ЧПУ
$! Среднесерийное
#L7021 W5
Главное условие, обеспечивающее максимальную прибыль:
$! Отсутствие конкурентов на рынке
#L8001 W5
Назовите основную причину наличия погрешности изготовления любых изделий.
$! Невозможность абсолютно точного измерения
#L8002 W5
Укажите, как определяется общая систематическая погрешность обработки при
наличии нескольких причин, вызывающих такие погрешности.
$! Как алгебраическая сумма отдельных погрешностей
#L8003 W5
Назовите главное свойство систематических погрешностей, позволяющее с ними
бороться.
$! Они могут быть заранее известны
#L8004 W5
Назовите конечный результат воздействия погрешностей, возникающих в процессе
обработки заготовок.
$! Отклонение траектории относительного перемещения инструментов и материала заготовки от идеальной, т.е. необходимой
#L8005 W5
Назовите величины, откладываемые по осям координат X и Y при построении закона
распределения действительных размеров.
$! По оси X - величина действительного размера, по оси Y - частость или вероятность его появления
#L8006 W5
Назовите область (раздел) технологии приборостроения, в которой используется
знание законов распределения действительных размеров.
$! Технологическое обеспечение требуемой точности изготовления и сборки изделий
#L8007 W5
Назовите причину возникновения систематической погрешности, определяемую
обычно по классическим формулам сопромата.
$! Упругие деформации заготовок
#L8008 W5
Укажите причину, позволяющую относить некоторые переменные погрешности к
систематическим.
$! Если закон их изменения заранее известен
#L8009 W5
Назовите основные признаки случайных погрешностей.
$! Они различны для изделий, изготовленных в одинаковых условиях
$! Их появление не подчиняется видимой закономерности
#L8010 W5
Укажите основную причину необходимости установления законов распределения
действительных размеров.
$! Чтобы установить, какому закону распределения случайных величин он соответствует в наибольшей степени
#L8011 W5
Назовите параметр закона распределения действительных размеров, по которому
можно судить о сравнительной точности различных станков.
$! Величина зоны рассеяния
#L8012 W5
Назовите условие необходимое, но недостаточное, для обработки заготовок без
брака.
$! Допуск на размер должен быть не меньше суммы случайной и систематической составляющих погрешностей обработки заготовок





