Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Топ:
Оснащения врачебно-сестринской бригады.
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
Волжский политехнический институт (филиал)
Государственного образовательного учреждения высшего профессионального
образования «Волгоградский государственный технический университет»
________________________(ВПИ (филиал) ВолгГТУ)_____________________
Кафедра: ____ « Технология и оборудование машиностроительных производств» _______
Семестровая работа по дисциплине
Проектирование машиностроительного производства
(полное название дисциплины, в соответствии с учебным планом)
Тема: «Проектирование производственного участка»
Вариант
1
(номер заданного варианта)
Иванов И.И.
Выполнил студент_________________________________________________________
(Ф.И.О студента)
группы ____________________________ ВТО-5 _________________________________
(номер группы)
Проверил _____________________ Даниленко М.В._____________________________
(Ф.И.О преподавателя)
Волжский
2011
Содержание
1. Анализ исходных данных
1.1. Задание
1.2. Служебное назначение детали
1.3. Анализ материала детали
1.4. Анализ точности отдельных поверхностей изделия и возможные варианты технологических маршрутов для обеспечения заданной точности
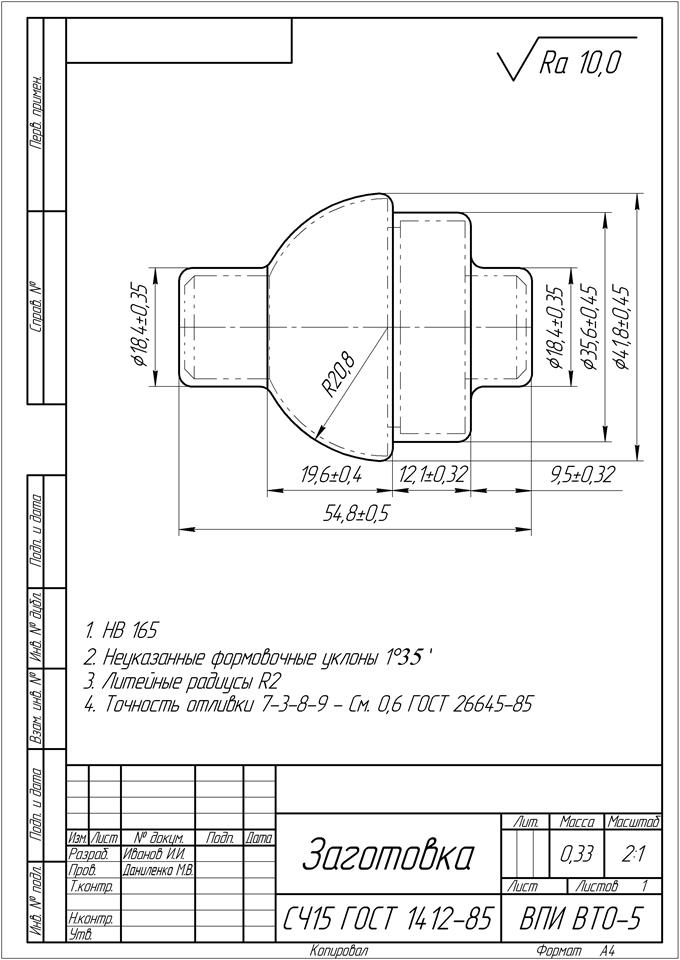
2. Проектирование заготовки
2.1. Технико-экономическое обоснование выбора заготовки
2.2. Определение припуска на механическую обработку
2.3. Определение массы детали и заготовки
2.4. Разработка чертежа заготовки
3. Определение типа производства и такта выпуска.
4. Разработка маршрута обработки и выбор оборудования
5. Расчет режимов резания и основного времени выполнения станочных операций
6. Техническое нормирование станочных операций
7. Определение потребного количества основного технологического оборудования
8. Определение состава работающих на участке
8.1. Определение количества производственных рабочих
8.2. Определение количества вспомогательных рабочих
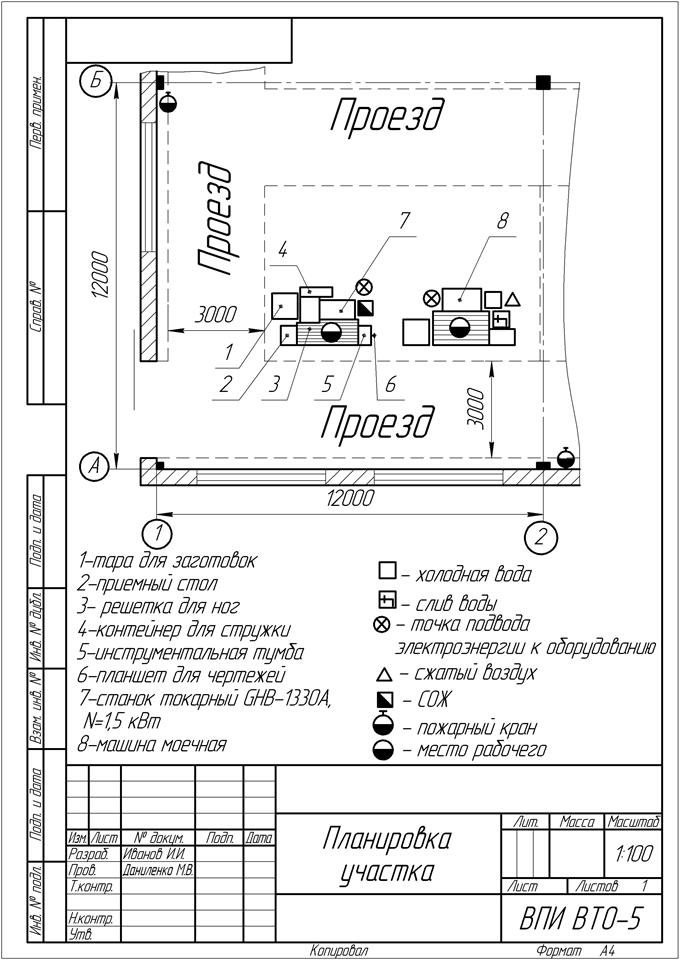
9. Разработка планировки участка
9.1. Выбор и обоснование транспортной системы, и определение потребного количества транспортных средств
9.2. Обоснование метода уборки стружки
9.3. Определение потребности в энергии основных видов
9.4. Выбор и обоснование сетки колонн, разработка планировки цеха, участка и компоновки цеха
Анализ исходных данных
Задание
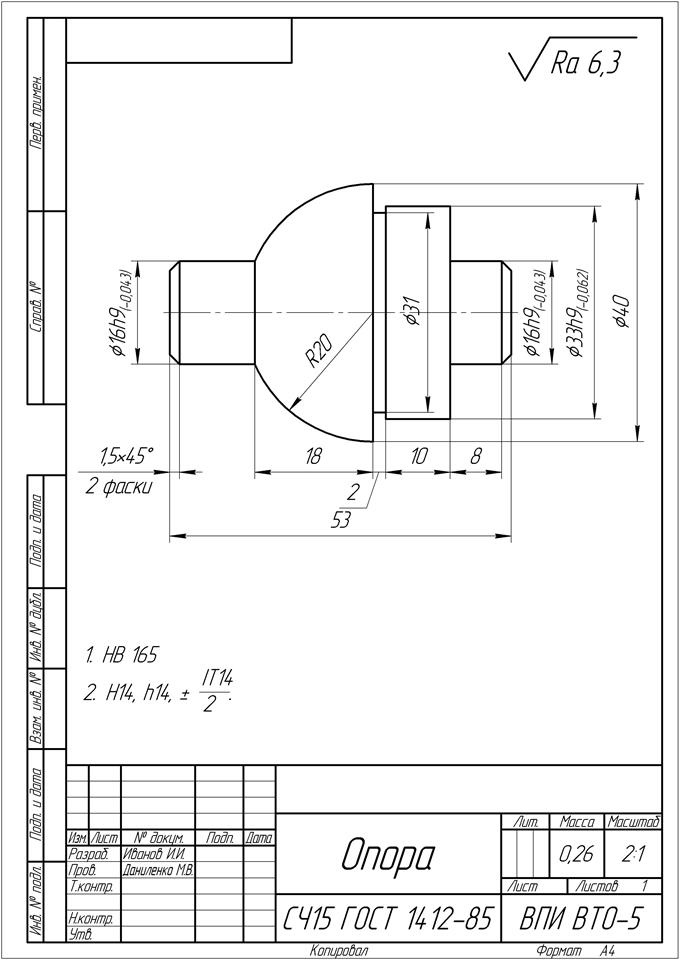
Цель работы: Спроектировать участок механической цеха обработки детали «Опора».
|
| |
| Программа выпуска, шт | 6500 |
| Материал детали | СЧ15 |
| Точность размеров | 9 квалитет |
| Шероховатость | Ra 6,3 |
Служебное назначение детали
Деталь «Опора» предназначена для удержания деталей на определенном расстоянии от других поверхностей.
Анализ материала детали
Характеристика материала СЧ15
| Марка: | СЧ15 | |
| Классификация: | Чугун серый | |
| ||
| Применение: | для изготовления отливок | |
Химический состав в % материала СЧ15 ГОСТ 1412 - 79
| C | Si | Mn | S | P |
| 3.5 - 3.7 | 2 - 2.4 | 0.5 - 0.8 | до 0.15 | до 0.2 |
Механические свойства при Т=20oС материала СЧ15
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. | |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - | |
| 150 | |||||||||
| HB 10 -1 = 130 - 241 МПа | |||||||||
Физические свойства материала СЧ15
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 0.9 | 59 | 7000 | |||
| 100 | 9 | 460 |
Обозначения:
| Механические свойства: | ||
| sв | - Предел кратковременной прочности, [МПа] | |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
| d5 | - Относительное удлинение при разрыве, [ % ] | |
| y | - Относительное сужение, [ % ] | |
KCU
HB
Физические свойства:
- Температура, при которой получены данные свойства, [Град]
- Модуль упругости первого рода, [МПа]
- Коэффициент температурного (линейного) расширения (диапазон 20o - T), [1/Град]
- Коэффициент теплопроводности (теплоемкость материала), [Вт/(м·град)]
- Плотность материала, [кг/м3]
- Удельная теплоемкость материала (диапазон 20o - T), [Дж/(кг·град)]
- Удельное электросопротивление, [Ом·м]
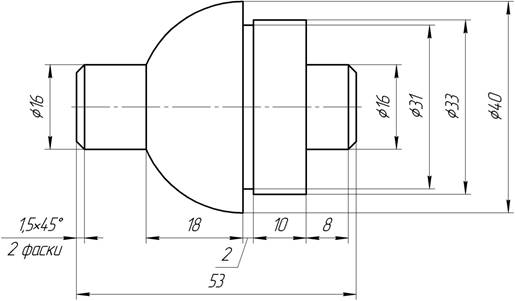
1.4. Анализ точности отдельных поверхностей изделия и возможные варианты технологических маршрутов для обеспечения заданной точности
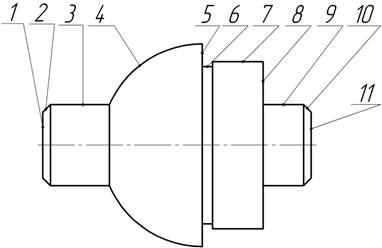
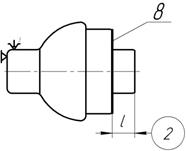
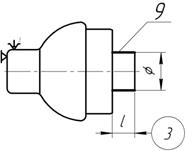
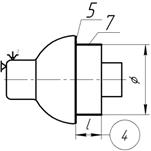
Рис. 1. Позиции обработки
Таблица 1 – Анализ точности обработки поверхностей детали
| Данные о поверхности | Механическая обработка поверхности | ||||||
| Номер поверхности | Наименование, форма | Основной размер, мм | Поле допуска и квалитет | Ra, мкм | Методы и последовательность | Поле допуска и квалитет | Ra, мкм |
| 1 | Торец левый, плоская | D=13; L=53 | 
| 6,3 | Подрезание черновое | h14 | 6,3 |
| 2, 10 | Фаска, коническая | 1,5 х 45° |
| 6,3 | Точение черновое | h14 | 6,3 |
| 3 | Наружный диаметр, цилиндрическая | D=16 |
| 6,3 | Точение черновое | h12 | 6,3 |
| Точение чистовое | h9 | 3,2 | |||||
| 4 | Ступень сферическая | R20 | 
| 6,3 | Точение черновое | h14 | 6,3 |
| 5 | Торец бурта, плоская | D=40 |
| 6,3 | Подрезание черновое | h14 | 6,3 |
| 6 | Канавка, цилиндрическая | D=31 | 
| 6,3 | Точение черновое | h14 | 6,3 |
| 7 | Наружный диаметр, цилиндрическая | D=33 |
| 6,3 | Точение черновое | h14 | 6,3 |
| Точение чистовое | h9 | 3,2 | |||||
| 8 | Торец бурта, плоская | D=33 |
| 6,3 | Подрезание черновое | h14 | 6,3 |
| 9 | Наружный диаметр, цилиндрическая | D=16 |
| 6,3 | Точение черновое | h12 | 6,3 |
| Точение чистовое | h9 | 3,2 | |||||
| 11 | Торец правый, плоская | D=13; L=53 |
| 6,3 | Подрезание черновое | h14 | 6,3 |
Проектирование заготовки
Маршрут обработки детали
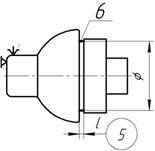
| № операции | Наименование и краткое содержание операций | Эскиз обработки | Модель станка |
| 005 | Токарная черновая. Установ 1. Переход 1. Подрезать торец 10, выдерживая размер 1. | 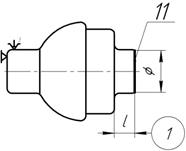
| Токарный станок |
GHB-1330А
Окончание таблицы 6
| № операции | Наименование и краткое содержание операций | Эскиз обработки | Модель станка |
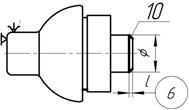
| 005 | Установ 2. Переход 1. Подрезать торец 1, выдерживая размер 9. | 
| Токарный станок GHB-1330А |
| Переход 2. Точить поверхность 3 с припуском под чистовое точение, выдерживая размер 10. | 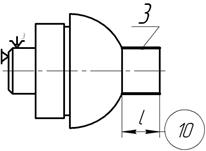
| ||
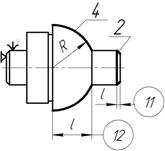
| Переход 3. Точить фаску 2, выдерживая размер 11. |
| ||
| Переход 4. Точить радиусную поверхность 4, выдерживая размер 12. | |||
| 010 | Токарная чистовая. Установ 1. Переход 1. Точить поверхность 3 окончательно, выдерживая размер 13. | 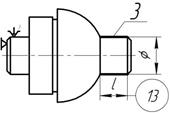
| Токарный станок GHB-1330А |
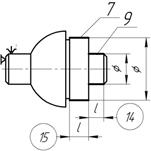
| Установ 2. Переход 1. Точить поверхность 9 окончательно, выдерживая размер 14. |
| ||
| Переход 2. Точить поверхность 7 окончательно, выдерживая размер 15. | |||
| 015 | Моечная | - | Машина моечная |
| 020 | Контрольная | - | - |
Выбор оборудования
Для выполнения черновых и чистовых токарных операций 005 и 010 принимаю настольный токарный станок GHB-1330А.
Настольный токарный станок GHB-1330А предназначен для выполнения всевозможных (черновых и финишных) видов токарной обработки деталей тел вращения, включая производительное нарезание метрической, дюймовой, модульной и питчевой резьб.

Рис. 2. Станок токарный
Назначение режимов резания
Глубина резания зависит от припуска на обработку (п. 2.2.5). Подачу при точении назначаю по [5, с. 266, табл. 11, 14, 15, 16]. Скорость резания и мощность при точении назначаю по [9, с. 111, карта 34, с. 125, карта 43]. Скорость резания при точении радиусной поверхности фасонным резцом рассчитываю по [5, с. 268].

По [5, с. 269, табл. 17] принимаю: С v=22,7;
m =0,30;
x = -;
y =0,5.
К v-коэффициент, учитывающий влияние условий обработки

где K мv – коэффициент, учитывающий влияние материала заготовки;
K пv – коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания [5, с. 263, табл. 5], K пv=0,8;
K иv – коэффициент, учитывающий влияние инструментального материала на скорость резания [5, с. 263, табл. 6], K иv=1,0.
где  - показатель степени [5, с. 262, табл. 2], =1,7.
- показатель степени [5, с. 262, табл. 2], =1,7.


 м/мин.
м/мин.
Определение тангенциальной составляющей силы резания при точении радиусной поверхности:
Pz =  ,
,
где С р – постоянная;
х, у, n – показатели степени;
Кр – поправочный коэффициент;
t – глубина резания, мм; t = 20 мм;
S – подача, мм/об; S=0,01 мм/об.
Для фасонного точения резцом из быстрорежущей стали принимаем: Сp = 212; x = 1,0; n = 0; y = 0,75 [5, с. 273, табл. 22].

 Н.
Н.
Определение мощности резания при точении радиусной поверхности:
 кВт.
кВт.
Мощности выбранного станка недостаточно, чтобы выполнить обработку фасонной поверхности на рассчитанном режиме, следовательно, для возможности выполнения обработки необходимо уменьшить скорость резания. Принимаю v = 65 м/мин, тогда мощность резания будет равна:
 кВт.
кВт.
Таблица 7
| № операции | № установа | № перехода | № поверхности | Глубина резания t, мм | Подача S, мм/об | Скорость резания v, м/мин | Число оборотов n, об/мин | Сила резания P z, Н | Мощность резания N, кВт |
| 005 | 1 | 1 | 10 | 0,9 | 0,5 | 103 | 820 | 48 | 0,08 |
| 2 | 8 | 0,9 | 0,5 | 103 | 820 | 48 | 0,08 | ||
| 3 | 9 | 1,0 | 0,5 | 103 | 820 | 48 | 0,08 | ||
| 4 | 7 | 1,1 | 0,5 | 95 | 756 | 72 | 0,1 | ||
| 5 | 6 | 2 | 0,1 | 30 | 239 | 80 | 0,04 | ||
| 6 | 10 | 1,5 | 0,5 | 134 | 1066 | 81 | 1,5 | ||
| 2 | 1 | 1 | 0,9 | 0,5 | 103 | 820 | 48 | 0,08 | |
| 2 | 3 | 1,0 | 0,5 | 103 | 820 | 48 | 0,08 | ||
| 3 | 2 | 1,5 | 0,5 | 134 | 1066 | 81 | 1,5 | ||
| 4 | 4 | 20 | 0,01 | 65 | 518 | 4125 | 1,3 | ||
| 010 | 1 | 1 | 3 | 0,2 | 0,25 | 119 | 947 | 34 | 0,07 |
| 2 | 1 | 9 | 0,2 | 0,25 | 119 | 947 | 34 | 0,07 | |
| 2 | 7 | 0,2 | 0,25 | 119 | 947 | 34 | 0,07 |
ЛитературА
1. Технология машиностроения: Сборник задач и упражнений: Учеб. пособие / В. И. Аверченков и др.; Под общ. ред. В. И. Аверченкова и Е. А. Польского. – М.: Инфра-М, 2006. – 288с.
2. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
3. Торопов Ю.А. Припуски, допуски и посадки гладких цилиндрических соединений. Припуски и допуски отливок и поковок: справочник. – СПб.: Издательство «Профессия», 2004. – 598 с.
4. Справочник технолога-машиностроителя: В 2 томах. Т.1 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 656 с.
5. Справочник технолога-машиностроителя: В 2 томах. Т.2 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 496 с.
6. Анализ технологического процесса механической обработки заготовок. Методические указания по выполнению аттестационной работы бакалавра по направлению 552900 / составители: Н.А. Чернышев, А.Н. Воронцова. – ВолгГТУ, Волгоград, 1997. – 40с.
7. Радкевич Я.М., Тимирязев В.А. Расчет припусков и межпереходных размеров в машиностроении. под ред. Тимирязева В.А. - Москва: Высшая школа, 2004. - 272 с.
8. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. – М.: Экономика. 1990. – Ч. 2. Нормы режимов резания. – 473 с.
9. Справочник нормировщика-машиностроителя / Под. ред. Е.И. Стружестраха – Т.2. – М.: Государственное научно-техническое издательство машиностроительной литературы, 1961. – 891с.
10. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения». – М.: Машиностроение, 1985. 184 с.
11. Балашов В.М., Мешков В.В. Проектирование машиностроительных производств: Учебное пособие.- Старый Оскол: ООО «ТНТ», 2008. – 200 с.
Волжский политехнический институт (филиал)
Государственного образовательного учреждения высшего профессионального
образования «Волгоградский государственный технический университет»
________________________(ВПИ (филиал) ВолгГТУ)_____________________
Кафедра: ____ « Технология и оборудование машиностроительных производств» _______
Семестровая работа по дисциплине

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!