Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Умение быстро и правильно создать эскиз любой детали столь же необходимо, как и умение качественно выполнить чертеж. В учебных целях лучше выполнять эскизы на бумаге в клетку карандашом марки ТМ (HB) или М (B), так как на клетчатой бумаге удобнее проводить линии, наносить штриховку и соблюдать проекционную связь между изображениями.
Эскизы деталей выполняются студентами от руки без применения чертежных инструментов, но с обязательным соблюдением приблизительной пропорциональности отдельных частей детали. Каждый эскиз выполняется на отдельном листе стандартного формата, на котором наносится рамка рабочего поля и основная надпись.
Последовательность выполнения эскизов:
1. Определить назначение детали, ее наименование, возможное положение при обработке, материал, из которого она изготовлена.
2. Определить форму отдельных частей детали, мысленно разделив ее на элементы.
3. Правильно определить количество изображений, необходимых и достаточных для выявления формы всех элементов детали.
4. Выполнить необходимые разрезы, сечения и выносные элементы.
5. Нанести штриховку в разрезах и сечениях.
6. Нанести размерные линии, необходимые для изготовления детали.
7. Сделать обмер детали и нанести размерные числа и знаки шероховатостей поверхностей.
8. Написать технические требования.
9. По эскизу выполнить чертеж на листе ватмана или в электронном виде.
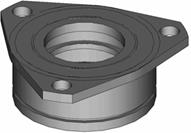
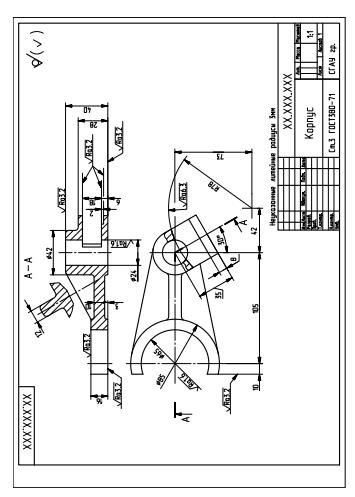
ЧЕРТЕЖИ ДЕТАЛЕЙ МАШИН
На иллюстрациях представлены типовые детали:
 корпус (рис. 33),
корпус (рис. 33),
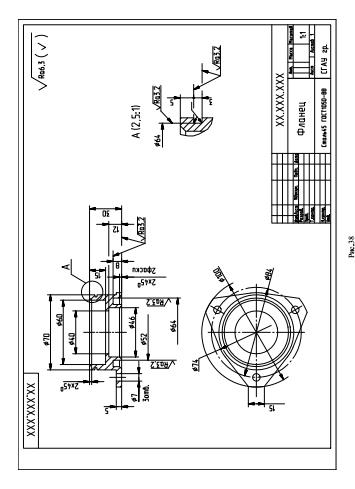
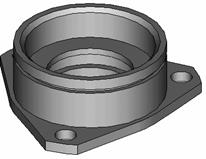 фланец (2 вида) (рис. 34),
фланец (2 вида) (рис. 34),
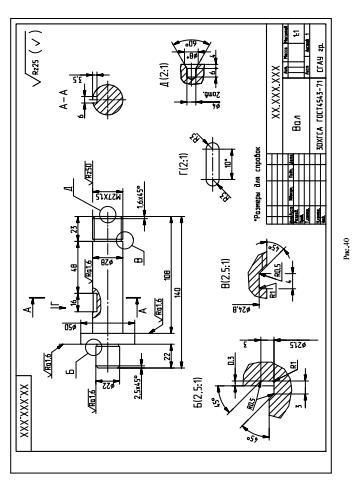
блок зубчатых колес (2 вида) (рис.35),
Рис. 34
 | 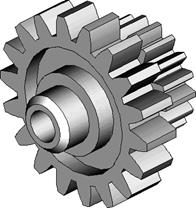 | ||
Рис. 35
 вал (рис. 36)
вал (рис. 36)
|
|
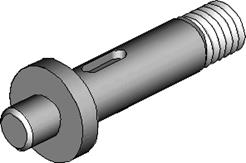 Рис. 36
Рис. 36

Приложения
Нормальные линейные размеры
Приложение 1
| Ряд | Размеры |
| Первый ряд | 1,0; 1,6; 2,5; 4,0; 6,3; 10,0; 16; 25; 40; 63; 100; 160; 250…. |
| Второй ряд | 1,2; 2,0; 3,2; 5,0; 8,0; 12; 20; 32; 50; 80; 125; 200; 320….. |
| Третий ряд | 1,1; 1,4; 1,8; 2,2; 2,8; 3,6; 4,5; 5,6; 7,1; 9,0; 11; 14; 18; 22; 28; 36; 45; 65; 71; 90; 110; 140; 180; 220…. |
| Четвёртый ряд | 1,05; 1,15; 1,3; 1,7; 1,9; 2,1; 2,4; 2,6; 3,0; 3,4; 3,8; 4,2; 4,8; 5,3; 6,0; 6,7; 7,5; 8,5; 9,5; 10,5; 11,5; 13; 15; 17; 19; 21; 24; 26; 30; 34; 38; 42; 48; 53; 60; 67; 75; 85; 95 … |
Приложение 2
Нормальные диаметры общего назначения ГОСТ 6636-69
| 0,5 | 3 | 11 | 21 | 35 | 52 | 78 | 105 | 155 | 210 | 310 | 410 |
| 0,8 | 3,5 | 12 | 22 | 36 | 55 | 80 | 110 | 160 | 220 | 320 | 420 |
| 1 | 4 | 13 | 23 | 38 | 58 | 82 | 115 | 165 | 230 | 330 | 430 |
| 1,2 | 4,5 | 14 | 24 | 40 | 60 | 85 | 120 | 170 | 240 | 340 | 440 |
| 1,5 | 5 | 15 | 25 | 42 | 62 | 88 | 125 | 175 | 250 | 350 | 450 |
| 1,8 | 6 | 16 | 26 | 44 | 65 | 90 | 130 | 180 | 260 | 360 | 460 |
| 2 | 7 | 17 | 28 | 45 | 68 | 92 | 135 | 185 | 270 | 370 | 470 |
| 2,2 | 8 | 18 | 30 | 46 | 70 | 95 | 140 | 190 | 280 | 380 | 480 |
| 2,5 | 9 | 19 | 32 | 48 | 72 | 98 | 145 | 195 | 290 | 390 | 490 |
| 2,8 | 10 | 20 | 34 | 50 | 75 | 100 | 150 | 200 | 300 | 400 | 500 |
Примечание. Рекомендуется применять в первую очередь диаметры, оканчивающиеся на 0, во вторую - на 5, а в третью – на 2 и 8.
Нормальные размеры фасок ГОСТ 10948-64
Приложение 3
| Угол фаски | Размеры фасок | ||||||||||||||||||
| 450 и 600 | 0,5 | 0,7 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 15 |
| 300 | - | - | - | 1 | - | - | - | 2 | 2,5 | 3 | 4 | - | 5 | 6 | 7 | 8 | 9 | 10 | 15 |
Примечание. Для неподвижных посадок следует принимать фаски: на конце вала 300,
в отверстии втулки 450.
Радиусы скруглений (ГОСТ 10948-64)
Приложение 4
| 1-й ряд | 0,2 | 0,4 | 0,6 | 1 | 1,6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 63 | 100 | 160 | 250 |
| 2-й ряд | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 32 | 50 | 60 | 80 | 125 | 200 |
Примечание. При выборе радиусов скруглений 1-й ряд предпочитается 2-му.
Приложение 5
Диаметры и шаги метрической резьбы
ГОСТ 8724-81
| Диаметр d резьбы для ряда | Шаг P | |||
| 1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
| 3 | - | - | 0,5 | |
| 4 | - | - | 0,7 | |
| 5 | - | - | 0,8 | |
| 6 | - | - | 1 | 0,75; 0,5 |
| 8 | - | 9 | 1,25 | 1; 0,75; 0,5 |
| 10 | - | 11 | 1,5 | 1,25; 1; 0,75; 0,5 |
| 12 | - | - | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 |
| - | 14 | 15 | 2 | 1.5; 1,25; 1; 0,75; 0,5 |
| 16 | - | 17 | 2 | 1,5; 1; 0,75; 0,5 |
| - | 18 | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 20 | - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| - | 22 | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 24 | - | 25 | 3 | 2; 1,5; 1; 0,75 |
| - | - | 26 | - | 2; 1,5; 1 |
| - | 27 | 28 | 3 | 2; 1,5; 1; 0,75 |
| 30 | - | 32 | 3,5 | 3; 2; 1,5; 1; 0,75 |
| - | 33 | 35 | 3,5 | 3; 2; 1,5; 1; 0,75 |
| 36 | - | 38 | 4 | 3; 2; 1,5; 1 |
| - | 39 | 40 | 4 | 3; 2; 1,5; 1 |
| 42 | - | - | 4,5 | 4; 3; 2; 1,5; 1 |
| - | 45 | - | 4,5 | 4; 3; 2; 1,5; 1 |
| 48 | - | 50 | 5 | 4; 3; 2; 1,5; 1 |
| - | 52 | 55 | 5 | 4; 3; 2; 1,5; 1 |
| 56 | - | 58 | 5,5 | 4; 3; 2; 1,5; 1 |
| - | 60 | 62 | 5,5 | 4; 3; 2; 1,5; 1 |
| 64 | - | 65 | 6 | 4; 3; 2; 1,5; 1 |
| - | 68 | 70 | 6 | 4; 3; 2; 1.5; 1 |
| 72 | - | 75 | - | 6; 4; 3; 2; 1,5; 1 |
| - | 76 | 73 | - | 6; 4; 3; 2; 1,5; 1 |
| 80 | - | 82 | - | 6; 4; 3; 2; 1,5; 1 |
| - | 85 | - | - | 6; 4; 3; 2; 1,5 |
| 90 | - | - | - | 6; 4; 3; 2; 1,5 |
| - | 95 | - | - | 6; 4; 3; 2; 1,5 |
| 100 | - | - | - | 6; 4; 3; 2; 1,5 |
Приложение 6
|
|
 Проточки для выхода метрической резьбы ГОСТ 10549-80
Проточки для выхода метрической резьбы ГОСТ 10549-80
| Наружная резьба | Внутренняя резьба | ||||||||||||||||
|
|
|
|
| ||||||||||||||
|
| |||||||||||||||||
|
Шаг резьбы | Тип 1 | Тип 2 |
d f |
|
Шаг резьбы |
| Тип 1 | Тип 2 |
d f | ||||||||
| f | R | R1 | f | R2 | f | R | R1 | f | R2 | ||||||||
| 0,5 | 1,6 | 0,5 | 0,3 | - | - | d -0,8 | 0,5 | 2,0 | 0,5 | 0,3 | - | - | d +0,3 | ||||
| 0,7 | 2,0 | 0,5 | 0,3 | - | - | d -1,0 | 0,75 | 3,0 | 1,0 | 0,5 | - | - | d +0,4 | ||||
| 0,75 | 2,0 | 0,5 | 0,3 | - | - | d -1,2 | 1 | 4,0 | 1,0 | 0,5 | 3,6 | 2,0 | d +0,5 | ||||
| 0,8 | 3,0 | 1,0 | 0,5 | - | - | d -1,2 | 1,25 | 5,0 | 1,6 | 0,5 | 4,5 | 2,5 | d +0,5 | ||||
| 1 | 3,0 | 1,0 | 0,5 | 3,6 | 2,0 | d -1,5 | 1,5 | 6,0 | 1,6 | 1,0 | 5,4 | 3,0 | d +0,7 | ||||
| 1,25 | 4,0 | 1,0 | 0,5 | 4,4 | 2,5 | d -1,8 | 1,75 | 7,0 | 1,6 | 1,0 | 6,2 | 3,5 | d +0,7 | ||||
| 1,5 | 4,0 | 1,0 | 0,5 | 4,6 | 2,5 | d -2,2 | 2 | 8,0 | 2,0 | 1,0 | 6,5 | 3,5 | d +1,0 | ||||
| 1,75 | 4,0 | 1,0 | 0,5 | 5,4 | 3,0 | d -2,5 | 2,5 | 10,0 | 3,0 | 1,0 | 8,9 | 5,0 | d +1.0 | ||||
| 2 | 5,0 | 1,6 | 0.5 | 5,6 | 3,0 | d -3,0 | 3 | 10,0 | 3,0 | 1,0 | 11,4 | 6,5 | d +1,2 | ||||
| 2,5 | 6,0 | 1,6 | 1,0 | 7,3 | 4,0 | d -3,5 | 3,5 | 10,0 | 3,0 | 1,0 | 13,1 | 7,5 | d +1,2 | ||||
| 3 | 6,0 | 1,6 | 1,0 | 7,6 | 4,0 | d -4,5 | 4 | 12,0 | 3,0 | 1,0 | 14,3 | 8,0 | d +1,5 | ||||
| 3,5 | 8,0 | 2,0 | 1,0 | 10,2 | 5,5 | d -5 | 4,5 | 14,0 | 3,0 | 1,0 | 16,6 | 9,5 | d +1,5 | ||||
| 4 | 8,0 | 2,0 | 1,0 | 10,3 | 5,5 | d -6 | 5 | 16,0 | 3,0 | 1,0 | 18,4 | 10,5 | d +1,8 | ||||
| 4,5 | 10 | 3,0 | 1,0 | 12,9 | 7,0 | d -6,5 | 5,5 | 16,0 | 3,0 | 1,0 | 18,7 | 10,5 | d +1,8 | ||||
| 5 | 10 | 3,0 | 1,0 | 13,1 | 7,0 | d -7 | 6 | 16,0 | 3,0 | 1,0 | 18,9 | 10,5 | d +2,0 | ||||

Примечание: d – наружный диаметр метрической резьбы
Приложение 7
Размеры фасок для метрической резьбы ГОСТ 10549-80*
| Шаг | 0,75 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
| Фаска Сҳ450 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 | 2,5 | 2,5 | 2,5 | 3,0 | 3,0 | 4,0 | 4,0 | 4,0 |
Приложение 8
|
|
|

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!