Обработка конусов на токарном станке выполняется следующими способами: широким угловым резцом, с помощью поворота верхней части суппорта (наружных и внутренних поверхностей), при смещении корпуса задней бабки в поперечном направлении, с помощью копировальной (конусной) линейки и коническими развертками.
При всех способах точения конусов резцы следует устанавливать строго на уровне высоты центров станка. В противном случае возможны дефекты, так как образующая конуса может получиться криволинейной.
Обработка конических поверхностей широким угловым резцом. Угловым резцом 1 (рис. 3.54) обрабатывают с продольной или поперечной подачей наружные и внутренние конусы небольшой длины - до 20...25 мм.
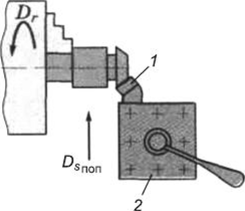 Рис. 3.54.
Рис. 3.54.
Обработка конуса угловым резцом: 1 - резец; 2 - резцедержатель
Режущая кромка такого резца 1 должна быть строго прямолинейна без дефектов (забоин, завалов, зазубрин). У широкого резца главный угол в плане ф равен углу уклона конуса.
Для установки резца применяют установочный шаблон (рис. 3.55, а, б), который прижимают к цилиндрической поверхности заготовки или пиноли задней бабки, а к наклонной рабочей поверхности шаблона подводят резец. Затем шаблон убирают и резец подают к заготовке.
Обработка конических поверхностей с помощью поворота верхней части суппорта. Данная обработка применяется для обтачивания или растачивания конических поверхностей небольшой длины с различным углом уклона. Длина обработки ограничивается длиной перемещения верхних салазок, которые устанавливаются под углом уклона конуса а. Величину угла поворота верхней части суппорта определяют по формуле

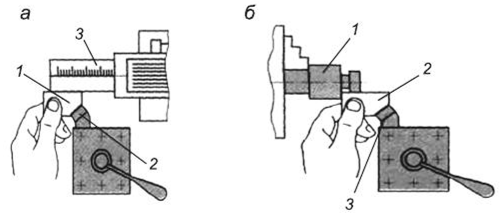
Рис. 3.55. Установка резца по шаблону: а-к пиноли задней бабки: 1 - шаблон; 2 - резец; 3 - пиноль задней бабки; б- к заготовке: 1 - заготовка; 2 - шаблон; 3 - резец
Для этого, ослабив гайки 2 поворотной плиты, поворачивают ее вместе с верхними салазками на требуемый угол, который отсчитывают по градусной шкале 1 (рис. 3.56). Доли градуса определяют на глаз. Затем гайки прочно закрепляют.
Более точно настройка на угол поворота производится по предварительно изготовленной (эталонной) детали, которую закрепляют в шпинделе станка.
Перед растачиванием конического отверстия в сплошной заготовке предварительно сверлят отверстие, диаметр которого меньше малого диаметра конуса. Для облегчения растачивания длинного отверстия можно подготовить его ступенчатым рассверливанием. Разность размеров ступеней 1,5...2,5 мм на сторону.
Обработка конических поверхностей смещением корпуса задней бабки в поперечном направлении. Этот способ используется для длинных конических поверхностей с углом уклона а не более 10°. Заготовку устанавливают в центрах (рис. 3.57), вращение ей передается направлении. Ось заготовки расположена под углом к оси центров, а образующая конуса - параллельно этой оси.
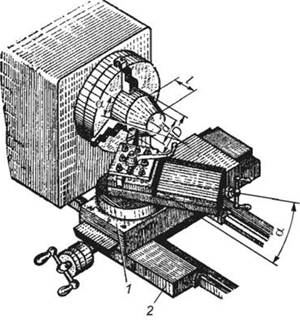
Рис. 3.56. Обработка конуса при повернутых верхних салазках суппорта
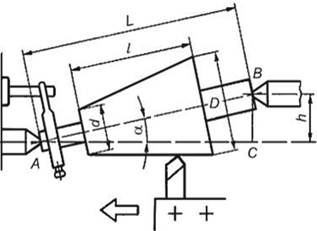
Рис. 3.57. Обработка конуса в смещенных центрах
Поперечный сдвиг корпуса задней бабки осуществляется регулировочными винтами, предусмотренными в его основании. Для этого в зависимости от направления сдвига один из винтов ослабляют, другой завинчивают и после достижения необходимой величины смещения оба винта плотно затягивают. Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце плиты.
Обработка конусов на токарном станке выполняется следующими способами: широким угловым резцом, с помощью поворота верхней части суппорта (наружных и внутренних поверхностей), при смещении корпуса задней бабки в поперечном направлении, с помощью копировальной (конусной) линейки и коническими развертками.
При всех способах точения конусов резцы следует устанавливать строго на уровне высоты центров станка. В противном случае возможны дефекты, так как образующая конуса может получиться криволинейной.
Обработка конических поверхностей широким угловым резцом. Угловым резцом 1 (рис. 3.54) обрабатывают с продольной или поперечной подачей наружные и внутренние конусы небольшой длины - до 20...25 мм.
Рис. 3.54.






