Припуск – слой материала, удаляемый с поверхности заготовки для достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку поверхностей детали может быть назначен по справочным таблицам или на основе расчетно-аналитического метода.
Расчетной величиной припуска является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе или операции и компенсации погрешностей, возникающих на выполняемом переходе.
Минимальный припуск при обработке поверхностей вращения в центрах:
 ;
;
где  - высота неровностей профиля на предшествующем переходе;
- высота неровностей профиля на предшествующем переходе;
 - глубина дефектного поверхностного слоя не. предшествующем переходе (обезуглероженный или отбеленный слой);
- глубина дефектного поверхностного слоя не. предшествующем переходе (обезуглероженный или отбеленный слой);
 - суммарные отклонения расположения поверхности (отклонения от параллельности, перпендикулярности, сносности) на предшествующем переходе;
- суммарные отклонения расположения поверхности (отклонения от параллельности, перпендикулярности, сносности) на предшествующем переходе;
 - погрешность установки заготовки на выполняемом переходе.
- погрешность установки заготовки на выполняемом переходе.
Отклонение  необходимо учитывать у заготовок (под первый технологический переход), после черновой и получистовой обработки лезвийным инструментом (под последующий технологически: переход), после термической обработки. В связи с закономерным уменьшением величины при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают.
необходимо учитывать у заготовок (под первый технологический переход), после черновой и получистовой обработки лезвийным инструментом (под последующий технологически: переход), после термической обработки. В связи с закономерным уменьшением величины при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают.
Остаточные пространственные отклонения на обработанных поверхностях, имевших исходные отклонения, являются следствием копирования погрешностей при обработке. Величина этих отклонений зависит, как от режимных условий обработки, так и от параметров, характеризующих жесткость технологической системы и механические свойства обрабатываемого материала.
Для определения промежуточных значений припусков на механическую обработку можно с достаточной для практических целей точностью воспользоваться эмпирической формулой
 ,
,
где kу - коэффициент уточнения формы.
Значения коэффициента уточнения для различных видов заготовок мокко принять следующими.
Однократное и черновое точение штампованных заготовок, заготовок из горячего проката, предварительное шлифование проката 10 - 11 квалитетов точности. 0,06
Получистовая обработка заготовок из проката, штампованных заготовок, рассверливание отверстий, смещение оси отверстия после черновой обработки.. 0,05
Чистовое точение заготовок из сортового проката обыкновенного качества, штампованных заготовок, после первого технологического перехода обработки литых заготовок, после чистового шлифования проката 10 и 11 квалитетов точности.. 0,04
Двукратное обтачивание калиброванного проката или двукратное шлифование заготовок после токарной обработки. 0,02
Получистовая обработка (зенкерование и черновое развертывание отверстий) 0,005
Чистовая обработка - развертывание отверстий..0,002
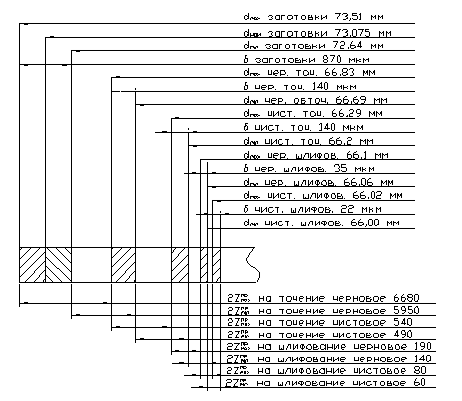
На основе расчета промежуточных припусков определяют предельные размеры заготовки по всем технологическим переходам. Промежуточные расчетные размеры устанавливают в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. в зависимости от размера готовой детали к размеру заготовки путём последовательного сложения (для наружных поверхностей) с исходным размером готовой детали промежуточных (номинальных) припусков или путём последовательного вычитания (для внутренних поверхностей) от исходного размера готовой детали промежуточных (номинальных) припусков.
Определим  ;
;
Величину коробления отверстия следует учитывать как в диаметральном и в осевом его сечении, поэтому так
 мм,
мм,
где  - величину удельного коробления
- величину удельного коробления
l - длина обрабатываемой заготовки.
 мм,
мм,
 мм.
мм.
Определим  , мкм
, мкм

Определим  , мкм
, мкм

На основании записанных в таблице данных производим расчет минимальных значений межоперационных припусков.




Определение межоперационных припусков, допусков и размеров заготовки
| Технологические
Переходы обработки поверхности

| Элементы припуска,
мкм
| Расчётный припуск 2Zmin,
мкм
| Расчётный
размер dp, мм
| Допускd, мкм
| Предельный размер, мм
|
Предельные значения припусков, мкм
|
| Rz
| h
| r
| e
| dmin
| dmax
| 
| 
|
| Заготовка
| 200
| 300
| 2472
| -
| -
| 72,635
| 870
| 72,64
| 72,51
| -
| -
|
| Точение:
|
|
|
|
|
|
|
|
|
|
|
|
| черновое
| 50
| 50
| 148
| 0
| 5944
| 66,691
| 140
| 66,69
| 66,83
| 5950
| 6680
|
| чистовое
| 30
| 30
| 6
| 0
| 496
| 66,195
| 87
| 66,2
| 66,29
| 490
| 540
|
| Шлифование:
|
|
|
|
|
|
|
|
|
|
|
|
| предварительное
| 10
| 20
| 0
| 0
| 132
| 66,063
| 35
| 66,06
| 66,1
| 140
| 190
|
| окончательное
| -
| -
| 0
| -
| 60
| 66,003
| 22
| 66,00
| 66,02
| 60
| 80
|
Минимальные предельные значения припусков  равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения
равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения  соответственно разности наименьших предельных размеров.
соответственно разности наименьших предельных размеров.
Определим  , мкм
, мкм




Определим  , мкм
, мкм




| Рисунок 4 – Поле припусков
| |