Лазерная гравировка по пасте СО2 –лазерами малой мощности (30–40 Вт) производится на поверхности металлов с использованием специальных паст и является, по сути, некоторым аналогом термопечати. СО2 –лазеры спекают пасту и обеспечивают относительно высокую адгезию сублимата на поверхности металла.
Используемое оборудование
Главными параметрами, на которые стоит обращать внимание при выборе лазерной установки, являются размер рабочей зоны и мощность установленного источника излучения. Чем больше размер рабочей зоны, тем более крупную заготовку можно обрабатывать; чем больше мощность лазера, тем выше скорость нанесения гравировки и тем шире спектр обрабатываемых материалов.
Современные конструкции систем лазерной маркировки высокоэффективны, компакты, надёжны и легко интегрируются в любой технологический процесс. Примером такого станка может служить система прецизионной лазерной маркировки «МиниМаркер»® отечественного производства, внешний вид которой представлен на рис. 6.25.
Система «МиниМаркер»® выполнена на базе волоконного лазера производства НПО «ИРЭ–Полюс» (входит в состав международной группы IPG), при работе не требует расходных материалов, обладает стабильностью параметров лазерного излучения, а также скоростью перемещения лазерного луча до 8,7 м/с с точностью ±2,5×10–6 м. Современные системы лазерной маркировки отвечают самым высоким требованиям и могут эффективно использоваться в любых отраслях промышленности.

Рис. 6.25. Внешний вид системы прецизионной лазерной маркировки
«МиниМаркер»®
Компактная настольная установка для лазерной гравировки «Nautilus» (Германия) (рис. 6.26) позволяет производить гравировку на глубину до 1 мм.
Технические характеристики установки «Nautilus»:
- размеры установки – 690×390×630 мм;
- тип лазера / длина волны – твёрдотельный / 1064×10–9 м;
- диаметр луча лазера – 650×10–9 м;
- рабочая зона / разрешение – 70×70 мм / 725 dpi;
- частота – 50–100 кГц;
- электропитание – 230 В / 16А / 50–60 Гц;
- вес установки – 43 кг.

| Рис. 6.26. Настольная
установка
для лазерной гравировки
«Nautilus» (Германия)
|
Компания ЗАО НИИ ЭСТО, г. Зеленоград, выпускает комплексы, позволяющие выполнять гравировку различных материалов, в том числе и цветную гравировку поверхности ряда металлов и сплавов (рис. 6.27).
| Рис. 6.27. Лазерный
комплекс
маркировки
и микрообработки
МЛП2 3D–Turbo
| 
|
Лазерные комплексы МЛП2 3D–Turbo на основе волоконных лазеров с автоматизированной четырёхкоординатной системой позиционирования предназначены для прецизионной лазерной маркировки и микрообработки разнообразной продукции в промышленном производстве, рекламном бизнесе, при производстве ювелирных изделий (таблица 6.3).
Реализуемые технологии:
- поверхностная маркировка;
- глубокая гравировка (микрофрезерование);
- резка тонких материалов (например, стали, кремния, золота, серебра);
- обработка тонкоплёночных материалов.
Обрабатываемые материалы: сталь, алюминий, титан, медные сплавы, латунь, золото, серебро, окрашенные металлические поверхности, керамика, пластмассы, поликарбонат, полупроводники, этикеточная фольга, некоторые виды бумаги и картона, акрил и др.
Таблица 6.3
Основные технические характеристики комплекса МЛП2 3D–Turbo
| Тип лазера
| Иттербиевый волоконный
|
| Длина волны излучения, мкм
| 1,02–1,07
|
| Частота повторения импульса, кГц
| 20–100
|
| Максимальная энергия импульса, мДж
| 0,5
|
| Длительность импульса, мкс
| 0,05–0,08
|
| Средняя мощность излучения, Вт
| 10, 20, 50
|
| Гальваносканер:
Точность позиционирования, мкм
Базовый вариант размеров поля маркировки, мм
|
<3
110×110
|
| Координатные столы:
Перемещения изделия по оси по X, мм
Перемещения маркирующего модуля
по оси по Y, мм
Перемещения изделия по оси по Z, мм
Перемещения изделия по оси Z, мм
Точность позиционирования, мкм
|
400
300
250
250
20
|
| Оптическая система
| Широкоаппретурный
объектив
|
| Скорость маркировки (гравировки), мм/сек
| до 2000–3000
|
| Сеть, В
| Однофазная, 220
|
| Мощность потребления, кВт,
| не более 0,7–1,5 (в зависимости от мощности лазера и характеристик опций)
|
Станки для глубокой лазерной 3D -обработки и нанесения текстур швейцарской компании Georg Fischer (бывшая GF AgieCharmilles)
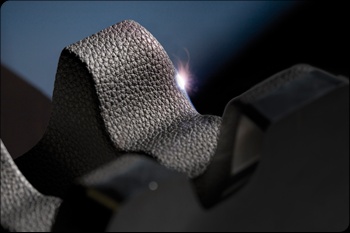
Станки для лазерной абляции швейцарской компании Georg Fischer предназначены для глубокой, в том числе 3D, гравировки и нанесения сложных текстур на пресс-формах упаковочной, автомобильной, авиационной, ювелирной промышленности, электродах электроэрозионных станков, при производстве автошин, а также на роликах тиснения.
Рис. 6.28. Примеры текстур на поверхности металла, изготовленных на
станках для лазерной абляции швейцарской компании Georg Fischer
Особенности:
- глубина и форма рисунка практически не ограничены;
- не требует расходных материалов, инструмента и быстроизнашиваемых частей;
- метод существенно точнее, быстрее, и экологичнее, чем химическое травление и фрезерование;
- абсолютная повторяемость, благодаря полностью цифровому процессу;
- всё необходимое программное обеспечение в комплекте; станок полностью повторяет на детали то, что показывает на экране;
- массивная виброгасящая станина из чугуна Meehanite® от фрезерного станка Mikron.
| Марка станка
| Габариты станка, мм (ш×г×в)
| Перемещение по осям X, Y, Z, мм
|
| LASER 600
| 2050×2280×2770
| 580×405×825
|
| LASER 1000
| 2240×2605×2845
| 995×550×845
|
| LASER 1200
| 2240×3395×2930
| 1200×900×1200
|
| LASER 4000
| 8500×8900×5250
| 4000×3000×1500
|