Величину затрачиваемой работы при вытяжке необходимо знать для правильного выбора пресса для проведения вытяжки. Эта работа при большой глубине вытяжки может быть весьма значительной. По соответствующим формулам можно определить максимальное усилие вытяжки, однако это усилие на протяжении хода пуансона не остается постоянным. Поэтому затрачиваемую при вытяжке работу  вычисляют не по максимальному усилию, а по среднему его значению
вычисляют не по максимальному усилию, а по среднему его значению 
На практике можно пользоваться более упрощенными зависимостями (как произведение среднего усилия на глубину вытяжки h):
- для 1-ой операции  (Дж);
(Дж);
- для 2-й и последующих  (Дж);
(Дж);
где  и
и  – глубина вытяжки на 1-ой и последующих операциях, мм;
– глубина вытяжки на 1-ой и последующих операциях, мм;
 и
и  – среднее усилие, Н;
– среднее усилие, Н;
 и
и  – максимальное усилие вытяжки на 1-ой и последующих операциях, Н;
– максимальное усилие вытяжки на 1-ой и последующих операциях, Н;
 и
и  – эмпирические коэффициенты, характеризующие степень полноты диаграмм усилий вытяжки на 1-ой и последующих операциях, которые выбирают в зависимости от коэффициентов вытяжки
– эмпирические коэффициенты, характеризующие степень полноты диаграмм усилий вытяжки на 1-ой и последующих операциях, которые выбирают в зависимости от коэффициентов вытяжки  и
и  .
.
Так, при  ,
,  ;
;
=0,70…0,90,  .
.
13. Растяжка (полая вытяжка-формовка)
Растяжка - это технологическая операция, при которой происходит расширение пустотелых деталей или трубчатых заготовок за счёт растяжения металла изнутри в радиальном направлении, т.е. выпучивание. При этом полученное сечение изделия становится больше, чем предварительно вытянутой заготовки.
В производстве встречаются случаи, когда на полых изделиях необходимо получить выпуклости, впадины, орнаменты и др., что и выполняется операцией формовки.
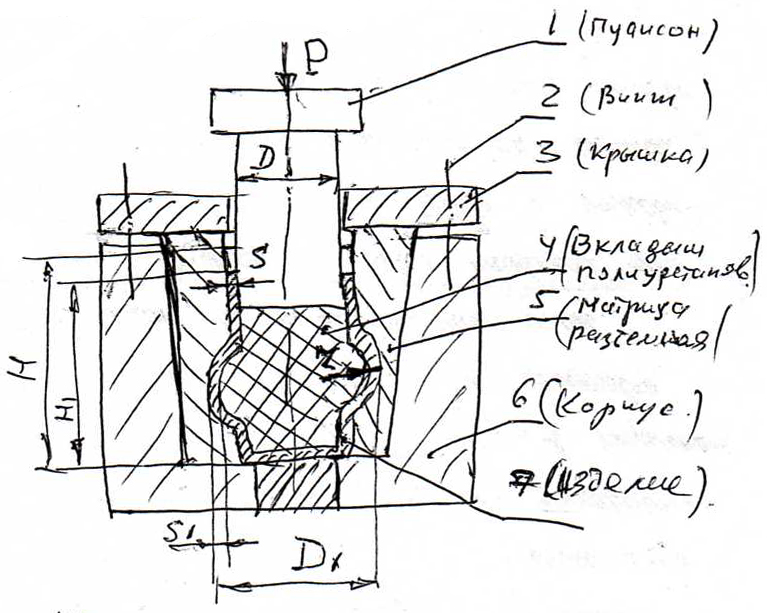
Штампы для формовки (растяжки) изнутри (выпучивание) имеют разъёмную матрицу и разжимное (механическое, резиновое, жидкостное или другое) эластичное устройство в качестве пуансона.
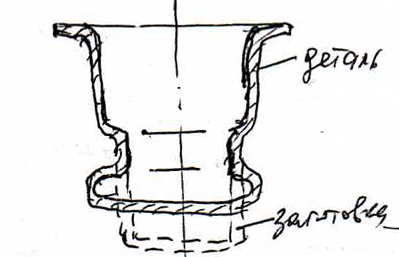 Деталь, полученная внутренней гидравлической формовкой.
Деталь, полученная внутренней гидравлической формовкой.
При деформации заготовки возникают тангенциальные ε, меридиальные ε2 и радиальные ε3 деформации.
Штамп для формовки эластичным
(полиуретановым) пуансоном.
Наибольшими являются тангенциальные деформации, который рассчитывается по формуле:  , где D1 и D – начальный и конечный диаметр изделия (≈ внутренним размерам матрицы).
, где D1 и D – начальный и конечный диаметр изделия (≈ внутренним размерам матрицы).
Толщину стенки детали после деформации можно определить по формуле:
S1= S  где S1 и S – толщина стенки заготовки до и после деформации.
где S1 и S – толщина стенки заготовки до и после деформации.
Усилие деформирования, необходимое для выбора оборудования, определяют по формуле:
P=q∙F=q∙  , где q- удельное усилие (давление) со стороны пуансона, которое можно определить по формуле: q≥
, где q- удельное усилие (давление) со стороны пуансона, которое можно определить по формуле: q≥  ∙s∙
∙s∙  .
.
где - предел текущести материала изделия (заготовки).
 = r-
= r-  - радиус кривизны детали в продольном сечении по средней линии.
- радиус кривизны детали в продольном сечении по средней линии.
Обжим.
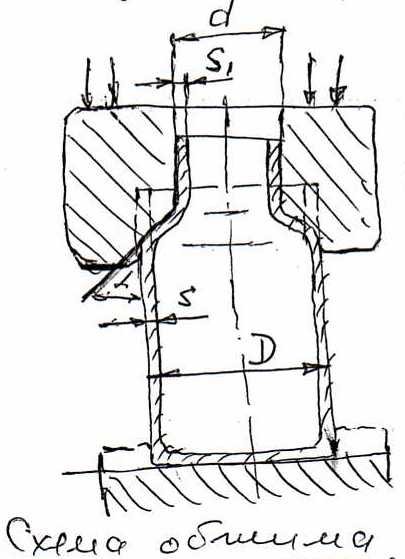
Обжим - это штамповочная операция, при которой уменьшается поперечное открытого конца предварительно вытянутого полого изделия или трубы. Широко применяется в гильзовом производстве.
При обжиме открытый конец(предварительно обрезанный)полого изделия или трубы вталкивается в матрицу, имеющую рабочую полость, соответствующую форме готового изделия или промежуточные переходы.
 При обжиме деформируемая часть заготовки находится в объёмно деформированном и объёмно напряженном состояниях. Но т.к внутренняя поверхность полой заготовки при обжиме не нагружена, а
При обжиме деформируемая часть заготовки находится в объёмно деформированном и объёмно напряженном состояниях. Но т.к внутренняя поверхность полой заготовки при обжиме не нагружена, а  при относительно тонкостенной заготовкемало,по сравнению с
при относительно тонкостенной заготовкемало,по сравнению с  , то для упрощения расчётов схему напряженного состояния принимают плоской- двухосное сжатие в меридиальном и окружном
, то для упрощения расчётов схему напряженного состояния принимают плоской- двухосное сжатие в меридиальном и окружном  направлениях, в следствия этого происходит утолщение материала у края заготовки(изделия). Величину утолщения можно определить по формуле S1=S
направлениях, в следствия этого происходит утолщение материала у края заготовки(изделия). Величину утолщения можно определить по формуле S1=S  S
S  ,где S-толщина стенки заготовки до обжим; S1-толщина стенки у края изделия; D-диаметр полой заготовки; d-диаметр изделия;
,где S-толщина стенки заготовки до обжим; S1-толщина стенки у края изделия; D-диаметр полой заготовки; d-диаметр изделия;
 =
=  - коэффициент обжима для 1й операции.
- коэффициент обжима для 1й операции.
При этом для тонких операций(S<1,5мм)соотношение диаметра считается для наружных размеров (D,d1,dn-1,dn),а для более толстых, по средним размерам (Dср,d1ср,dn-1 ср,dn ср).
Коэффициенты обжима (средние) составляют:
- для стальных изделий: 
- для латунных и алюминиевых: 
Число обжимов n можно определить по формуле: 
Оптимальный угол наклона образующей матрицы определяют по формуле:
 , где
, где  -коэффициент трения.
-коэффициент трения.
Так при  ,
, 
 ,
, 
Как показывает практика, предельный коэффициент обжима зависит от рода материала, коэффициента трения и угла конусности обжимной матрицы  .
.
Деформирующее усилие обжима для ориентировочных расчетов (при подборе износа) можно определить по формуле 
где  . –временное сопративление.
. –временное сопративление.
Правка и чеканка.
Чеканка – это операция, при которой происходит образование выпукло-вогнутого рельефа на поверхности изделия за счет изменения толщины материала и заполнения им рельефной полости штампа.
Типовым примером служит чеканка монет, орденов, медалей, а так же художественная чеканка, применяемая в часовом производстве, производстве столовых приборов и т.д.
В большинстве случаев процесс чеканки происходит в закрытых штампах без вытеснения металла из рабочей полости штампа.
Для художественной чеканки относительно крупных изделий (столовые приборы) применяют открытую поверхностную чеканку.
Хотя процесс чеканки и сопровождается небольшим перемещением металла, для получения четкого рельефа он требует большого удельного усилия (давления).
Усилие чеканки можно определить по формуле:  ,
,
где q – удельное усилие (давление), МПа;
F – площадь проекции детали,  .
.
Опытные значения q для чеканки:
- столовых приборов из нержавеющей стали – 2500…3000 МПа;
- латунных циферблатов – 2500…3000 МПа;
- никелевых монет – 1600…1800 МПа.






