Наклеп – в результате деформации, сопровождающей скалывание элементов стружки, обработанная поверхность упрочняется. Глубина наклепанного слоя может достигать 1-2 мм.
Степень наклепа и глубина наклепанного слоя зависят от механических свойств обработанного материала, геометрии, режущей части инструмента, режимов резания и смазочного материала.
При резании пластичных металлов на передней поверхности головки резца около режущей кромки образуется бугорок металла – нарост. Нарост допустим только при обдирочной, черновой обработке.
Положительные свойства нароста:
Твердость нароста в 2-2,5 раза выше твердости основного материала, следовательно, нарост упрочняет клин инструмента и осуществляет резание.
Нарост увеличивает передний угол инструмента, тем самым облегчает процесс резания;
Располагаясь на передней поверхности нарост, защищает от износа.
Отрицательные свойства:
Ухудшается шероховатость обработанной поверхности
Уменьшается точность обработки
Срыв нароста может привести к микровибрациям
Устранение наростообразования
Тепловые явления в зоне резания
При эксплуатации технологических систем, основанных на процессе резания, выделяется большое количество теплоты.
Источниками теплоты являются как зона резания, так и все поверхности, имеющие относительные движения.
Эффекты воздействия СОЖ
1. Смазочный – снижение трения, износа, силы шероховатости.
2. Диспергирующий – при вводе в зону резания поверхностно активных веществ происходит охрупчивание твердого тела, облегчается процесс резания, улучшается стружколомание
3. Охлаждающий эффект – снижается температура в зоне резания, увеличивается стойкость инструмента и точность обработки
4. Моющий – улучшается эвакуация из зона резания продуктов износа инструмента, стружки, карбидов, выбитых из структуры материала инструмента.
Требования к СОЖ
1. Безвредность
2. Постоянство свойств и хим. состава
3. Негорючесть
4. Эффективное охлаждение зоны резания
5. Снижение трения в зоне резания
6. Защита от коррозии обработанных деталей и узлов станка
Элементами процесса резания являются скорость резания (скорость движения резания), глубина резания, подача. Совокупность этих элементов – режим резания.
Скорость резания V – это путь точки режущего инструмента направление главного движения относительно заготовки в единицу времени πD3n/1000 м/мин
πD3n/1000 *60 м/с
Скорость движения подачи (S) – это путь точки режущего инструмента относительно заготовки в единицу времени и направлению движения подачи
Подача бывает
Минутная подача Sm
Подача на оборот So
Подача на зуб Sz
Подача двойного хода S2х
Глубина резания t – кратчайшее расстояние между обработанной и обрабатываемой поверхности t = (D-d)/2
Задача
Назначить режим резания и определить машинное время при следующих условиях обработки:
· Деталь – втулка
· Материал – чугун серый СЧ15 143-210 НВ
· Заготовка – отливка
· Оборудование – механический станок 16К20
· Заготовку устанавливают в 3-х кулачковом патроне
· Обработка без охлаждения
Обработку ведем в 2 перехода
I переход
Подрезать торец с ØD – 60 до d – 30. Припуск на обработку h = 1,5 мм, шероховатость обрабатываемой поверхности Ra = 3,2 мкм (чистовая обработка)
II переход
Подрезать торец с ØD – 60 до d – 56. Шероховатость обрабатываемой поверхности Ra = 12,5 мкм (черновая обработка), наружно-продольное точение с диаметром 60 до диаметра 56 мм, Шероховатость обрабатываемой Ra = 12,5 мм (черновая обработка)
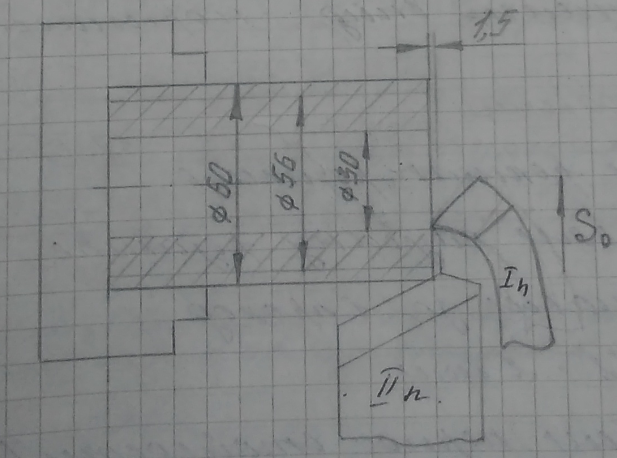
Эскиз обработки
Решение:
Содержание перехода:
· Подрезать торец с ØD – 60 до d – 30
· Припуск h - 1,5
· шероховатость обрабатываемой поверхности 3,2 мкм
Обработка с поперечной подачей
1. Выбираем резец и его геометрические параметры. Принимаем проходной отогнутый правый сборный токарный резец
1.1. Выбираем форму заточки. Принимаем форму заточки передней поверхности плоскую.
S ˂0,2 мм/об

1.2. Сечение державки:
· Материал державки Ст 45
· Размеры державки стандартные
- Высота 25 мм
- Ширина 16 мм
· Материалы режущей части резца
· Жесткость системы спид нормальная ВК6 Длина 1 резца 100 мм
2. Определяем режим резания
2.1. Определяем глубину резания. Припуск снимаем за проход t = (60-56)/2 = 2 мм
2.2. Назначаем период стойкости инструмента Tp = Tm * λ, где Tm - нормированная стойкость инструмента, λ = коэффициент времени резания. Tm = 60 мин.
Согласно примечанию по обработке Tm = 60*2 = 120 мин.
λ = Lр/ Lр.х. где Lр – путь резания, Lр.х. – длина рабочего хода
Lр = I
Lр.х. = I + у + Δ (мин)
у + Δ = величина перебега врезания
I = 100 мм – длина обрабатываемой поверхности
Lр = 100 мм
Угол в плане ϕ = 70-75°С у = 1 мм Δ = 3 мм
Lр.х. = 100 + 1 + 3 = 104 мм
λ = 100/104 = 0,96
λ ˃ 0,7 то принимаем λ = 1
2.3. Определяем допускаемую скорость резания V = Vтабл × K1 × K2 × K3 = 130 м/мин, где Vтабл – скорость резания по таблице м/мин. K1 - коэффициент, зависящий от отношения диаметра фрезы D к ширине обработки; K2 — коэффициент, зависящий от материалов фрезы и обрабатываемой детали; К3— коэффициент, учитывающий стойкость фрезы, изготовленной из различных материалов.
2.4. Определяем подачу и корректируем по паспорту станка
So табл = 0,25
По паспорту станка:
So пасп = 0,25 мм/об
Vтабл = 120 м/мин
K1 = 1,6
В системе ИСО ВК6 – К20
K2 = 0,75
K3 = 0,9
V = 120 × 1,6 × 0,75 × 0,9 = 130 м/мин
2.5. Определяем частоту вращения шпинделя и корректируем по паспорту станка
nр =  =
=  = 690 мин-1
= 690 мин-1
По паспорту станка принимается ближайшее меньшее
nпасп = 630 мин-1
2.6. Определяем действительную скорость резания
Vдейств =  =
=  118,7 м/мин
118,7 м/мин
2.7. Определяем мощность, необходимую на резание и сравниваем с мощностью на шпинделе станка
Nр =  (квт)
(квт)
Pz = Pzтабл × t
Pzтабл – главная составляющая силы резания по таблице кН
t – глубина резания, мм
Py /Pz = 0,75 – 0,85
Pz = 0,85 × 2 = 1,7 кН
Np =  = 3,36 кВт
= 3,36 кВт
Паспорт станка
Nшт = Nэл × n (кВт)
Nшт = 10 × 0,75 = 7,5 кВт
3. Определяем машинное время
Tm =  =
=  = 0,66 мин
= 0,66 мин
II переход
Содержание перехода:
- Наружное продольное точение с ØD – 60 до d – 56.
- Шероховатость обрабатываемой поверхности Ra = 12,5 мкм (черновая обработка)
1. Выбираем резец с его геометрическими параметрами. Принимаем прямой проходной сборный правый токарный резец.
· Материал режущей части ВК8
· Материал державки СТ45
· Сечение державки 20 × 25
· Ширина 20
· Высота 25
Длина резца L резца = 110 мм
Выбираем форму заточки плоскую






